Examples of drilling cycles, 7 dr illing cy cles – HEIDENHAIN SW 548328-05 User Manual
Page 298
298
Cycle programming
4.7 Dr
illing cy
cles
Examples of drilling cycles
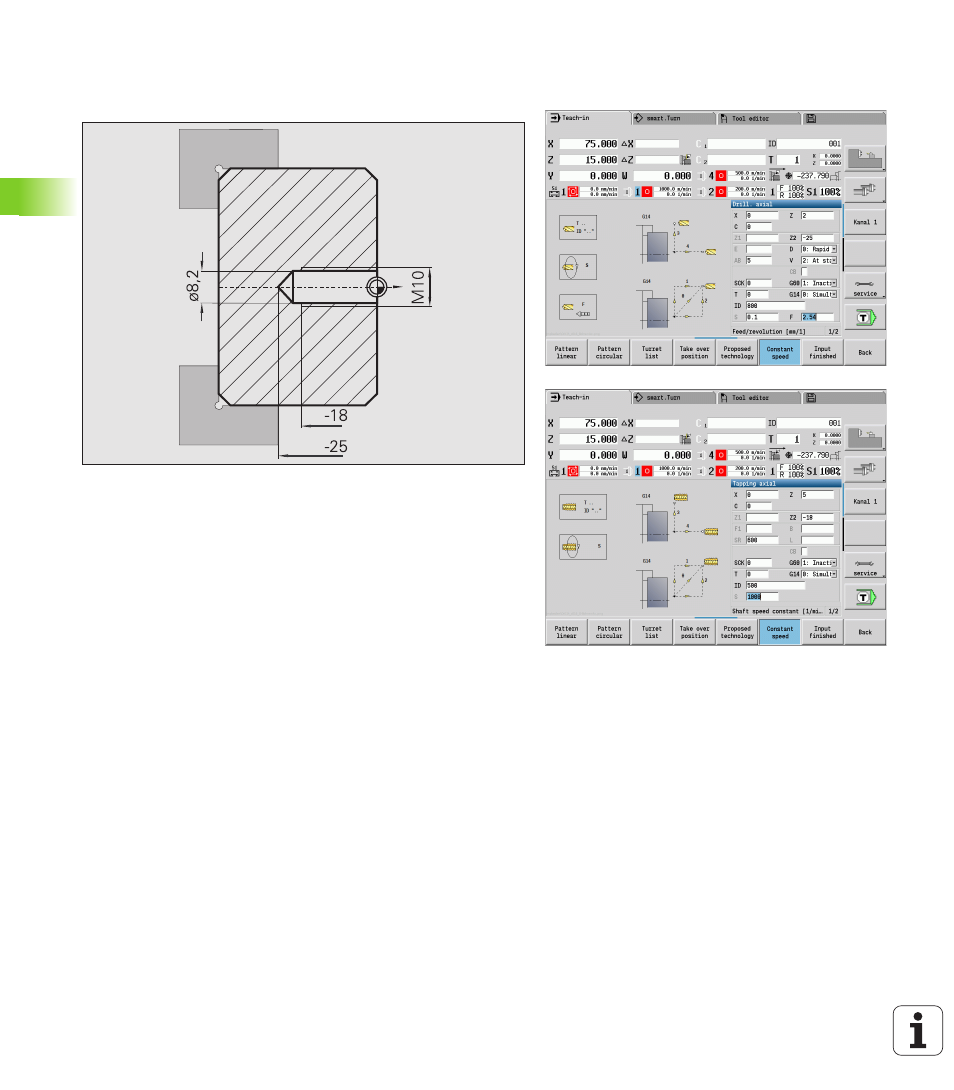
Centric drilling and tapping
The machining operation is to be performed in two steps. In the first
step, the Drilling, axial cycle drills the hole. In the second, the
Tapping, axial
cycle taps the thread.
The drill is positioned at the safety clearance to the workpiece surface
(starting point X, Z). The hole starting point Z1 is therefore not
programmed. In the parameters "AB" and "V," you program a feed
reduction.
The thread pitch is not programmed. The MANUALplus uses the
thread pitch of the tool. The return speed SR ensures that the tool is
retracted quickly.
Tool data (drill)
WO = 8 (tool orientation)
I = 8.2 (drilling diameter)
B = 118 (point angle)
H = 0 (the tool is not a driven tool)
Tool data (tap)
WO = 8 (tool orientation)
I = 10 (thread diameter M10)
F = 1.5 (thread pitch)
H = 0 (the tool is not a driven tool)