Figure, axial, 8 milling cy cles – HEIDENHAIN SW 548328-05 User Manual
Page 304
304
Cycle programming
4.8 Milling cy
cles
Figure, axial
Select milling
Select figure, axial
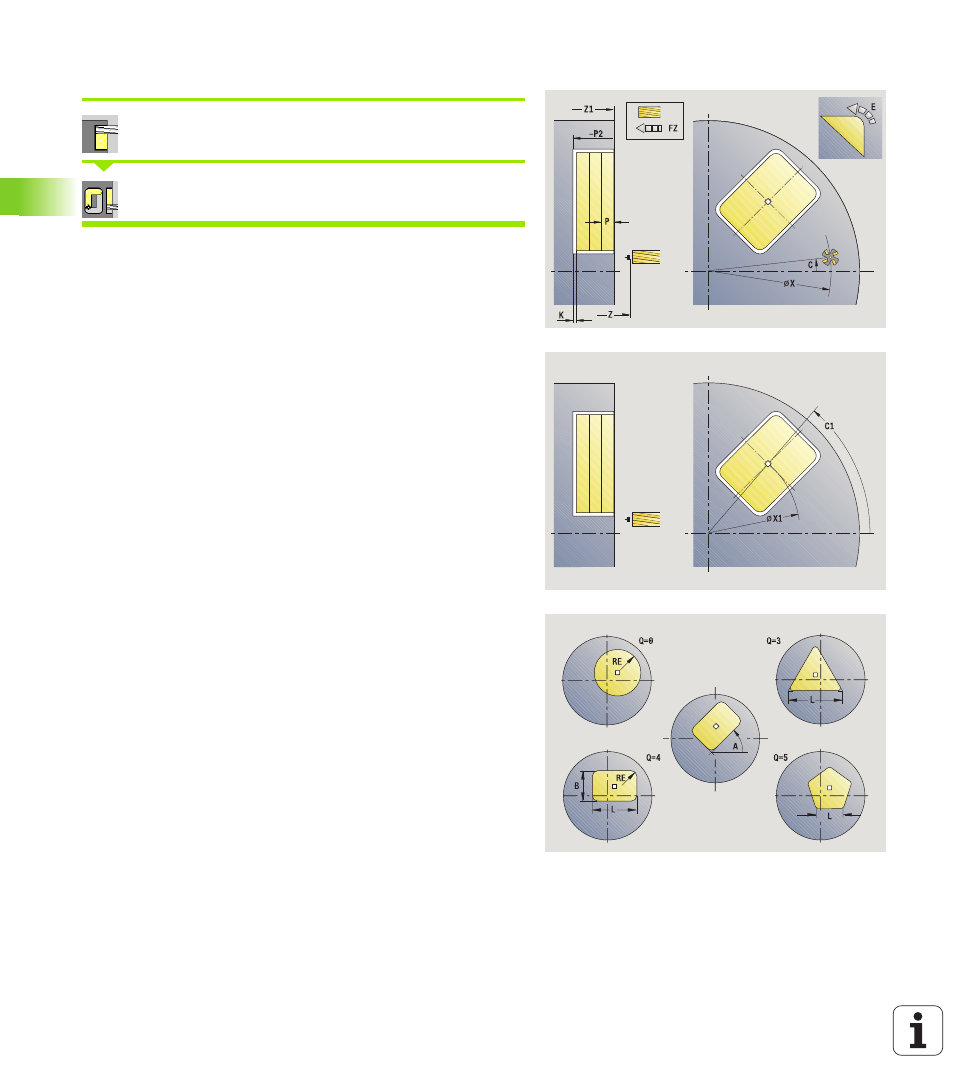
Depending on the parameters, the cycle mills one of the following
contours or roughs/finishes a pocket on the face:
Rectangle (Q=4, L<>B)
Square (Q=4, L=B)
Circle (Q=0, RE>0, L and B: No input)
Triangle or polygon (Q=3 or Q>4, L<>0)
Cycle parameters (first input window)
X, Z
Starting point
C
Spindle angle (C-axis position)—(default: current spindle
position)
X1
Diameter of figure center
C1
Angle of figure center (default: Spindle angle C)
Q
Number of edges (default: 0)
Q=0: Circle
Q=4: Rectangle, square
Q=3: Triangle
Q>4: Polygon
L
Edge length
Rectangle: Length of rectangle
Square, polygon: Edge length
Polygon: L<0 inside circle diameter
Circle: No input
B
Rectangle width
Rectangle: Width of rectangle
Square: L=B
Polygon, circle: No input
RE
Rounding radius (default: 0)
Rectangle, square, polygon: Rounding radius
Circle: Radius of circle
A
Angle to X axis (default: 0)
Rectangle, square, polygon: Position of figure
Circle: No input
Z1
Milling top edge (default: starting point Z)
P2
Milling depth
G14
Tool change point (see page 124)