Turn plus attributes, Circle on face, 12 f a ce cont ours in smar t.t u rn – HEIDENHAIN SW 548328-05 User Manual
Page 405
HEIDENHAIN MANUALplus 620
405
5.12 F
a
ce cont
ours in smar
t.T
u
rn
TURN PLUS attributes
In the TURN PLUS attributes you can define settings for the automatic
program generation (AWG).
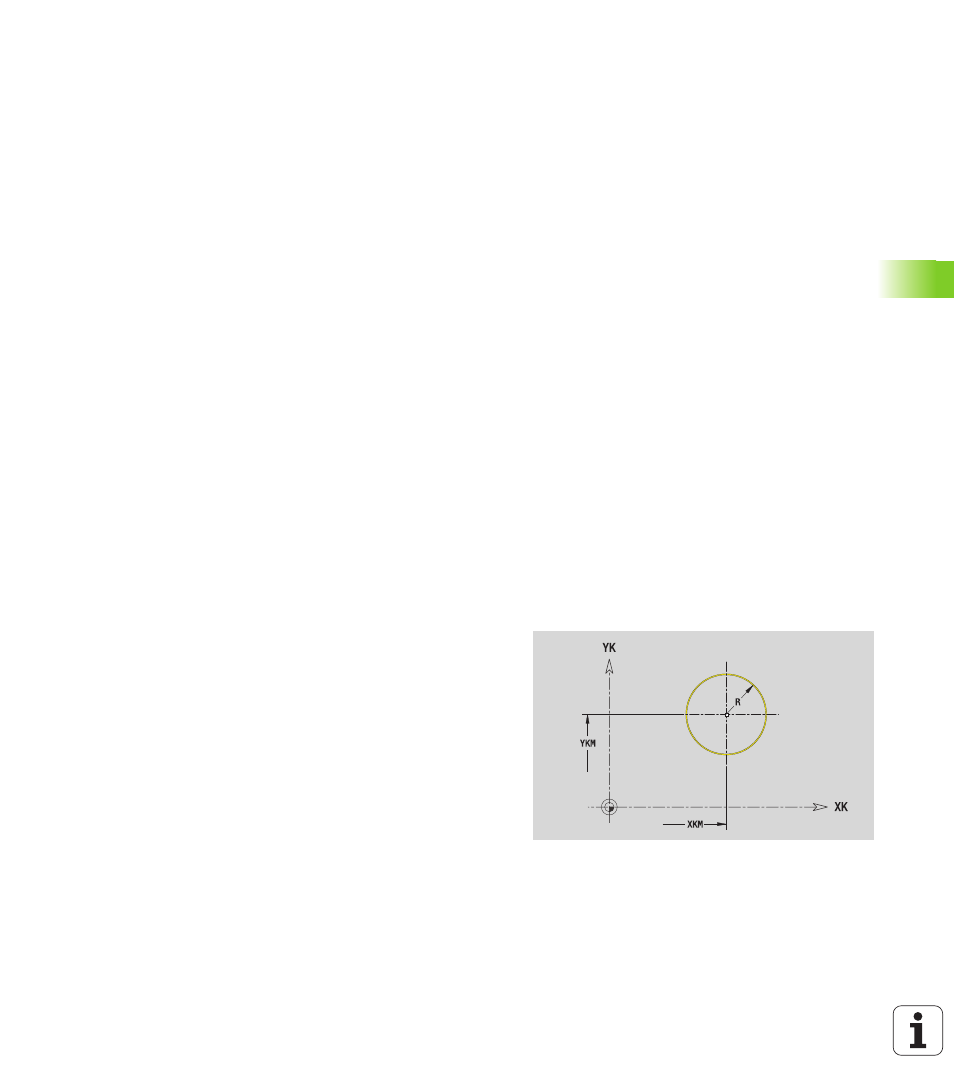
Circle on face
You can find the reference dimension ZR with the "select reference
plane" function (see page 402).
ICP generates:
The FRONT section code with the reference dimension parameter.
In nested contours, ICP generates only one section code.
A G308 with the parameters contour name and milling depth.
A G304 with the parameters of the figure.
A G309.
Parameters for defining the starting point
HC
Milling/drilling attribute:
1: Contour milling
2: Pocket milling
3: Area milling
4: Deburring
5: Engraving
6: Contour milling and deburring
7: Pocket milling and deburring
14: Do not machine
QF
Milling location:
0: On the contour
1: Inside/left
2: Outside/right
HF
Direction:
0: Up-cut milling
1: Climb milling
DF
Cutter diameter
WF
Angle of the chamfer
BR
Chamfer width
RB
Return plane
Reference data of face
ID
Contour name
PT
Milling depth
ZR
Reference dimension
Parameters of figure
XKM, YKM Center of figure (Cartesian coordinates)
R
Radius