Tool numbers / tool names, Locating the tool table, 1 t ool t a ble – ACU-RITE MILLPWRG2 User Manual
Page 63
ACU-RITE MILLPWR
G2
45
4.1 T
ool T
a
ble
Tool numbers / Tool names
Each tool is identified by a number between 0 and 99. The tool name
is its tool number.
The tool number 0 is automatically defined as the zero tool (empty
spindle) with the length L=0 and the diameter D=0.
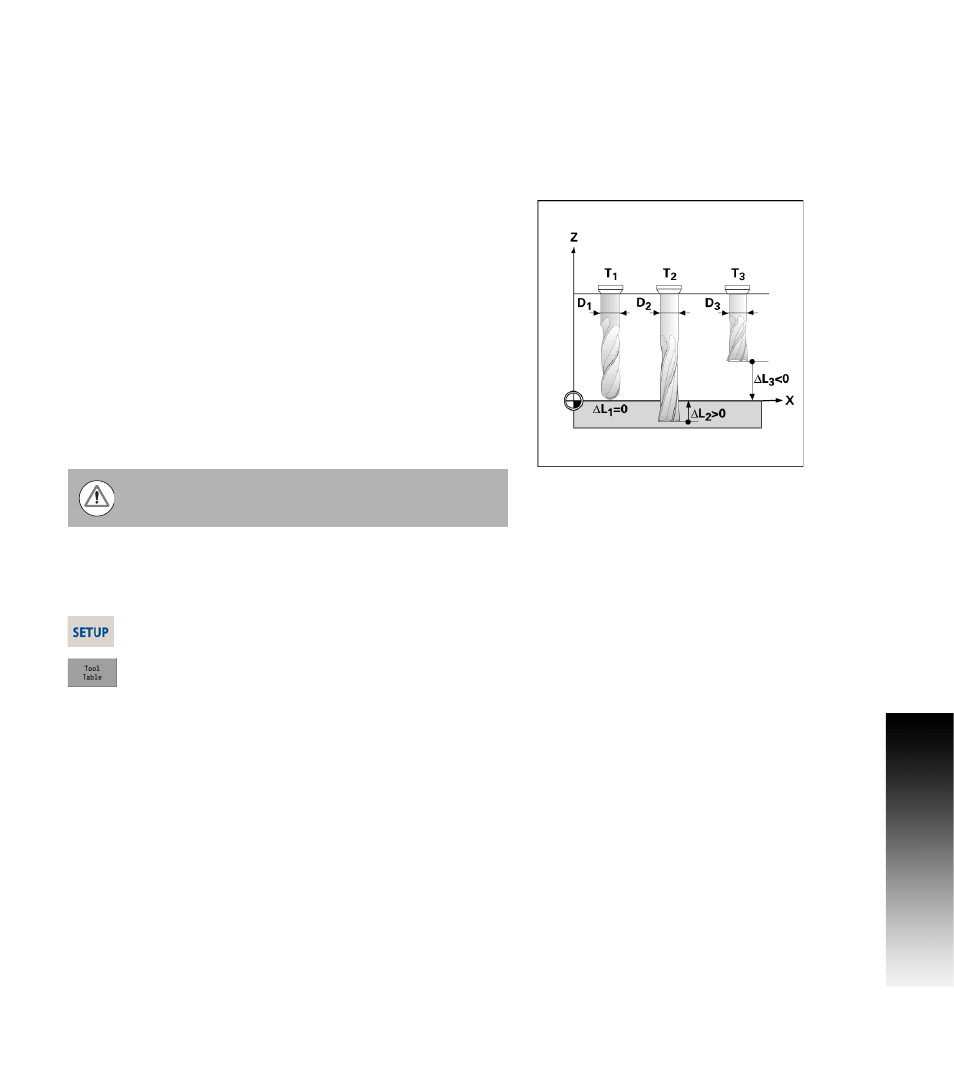
Sign for the length difference
Δ
L
If the tool is longer than the T1 tool:
Δ
L > 0 (+).
If the tool is shorter than the T1 tool:
Δ
L < 0 (–).
The tool length offset can be entered as a known value, or use the
Teach
soft key. The MILLPWR
G2
can determine the offset
automatically.
The tool length offset may be entered as a known value, or the
MILLPWR
G2
may determine the offset automatically. To have the
MILLPWR
G2
determine a tool’s length offset involves touching the tip
of each tool to the part’s Z0 surface, and pressing the Teach soft key.
This provides information to the MILLPWR
G2
to determine the tool
length offset for each tool.
Tool Diameter “D”.
Enter the tool diameter ”D” directly.
Locating the Tool Table
The Tool Table is accessed from the DRO setup screen.
To activate the tool table, press the SETUP key.
Then press the Tool Table soft key.
The Tool Table should not have any tool length for a tool
that is not repeatable.