1 conventions, Axis conventions, Count direction – ACU-RITE MILLPWRG2 User Manual
Page 42: X axis, Y axis, Z axis, Cartesian coordinates, Polar coordinates, Count direction x axis y axis z axis, 1 con v entions 2.1 conventions
24
2 Machining Fundamentals
2.1 Con
v
entions
2.1 Conventions
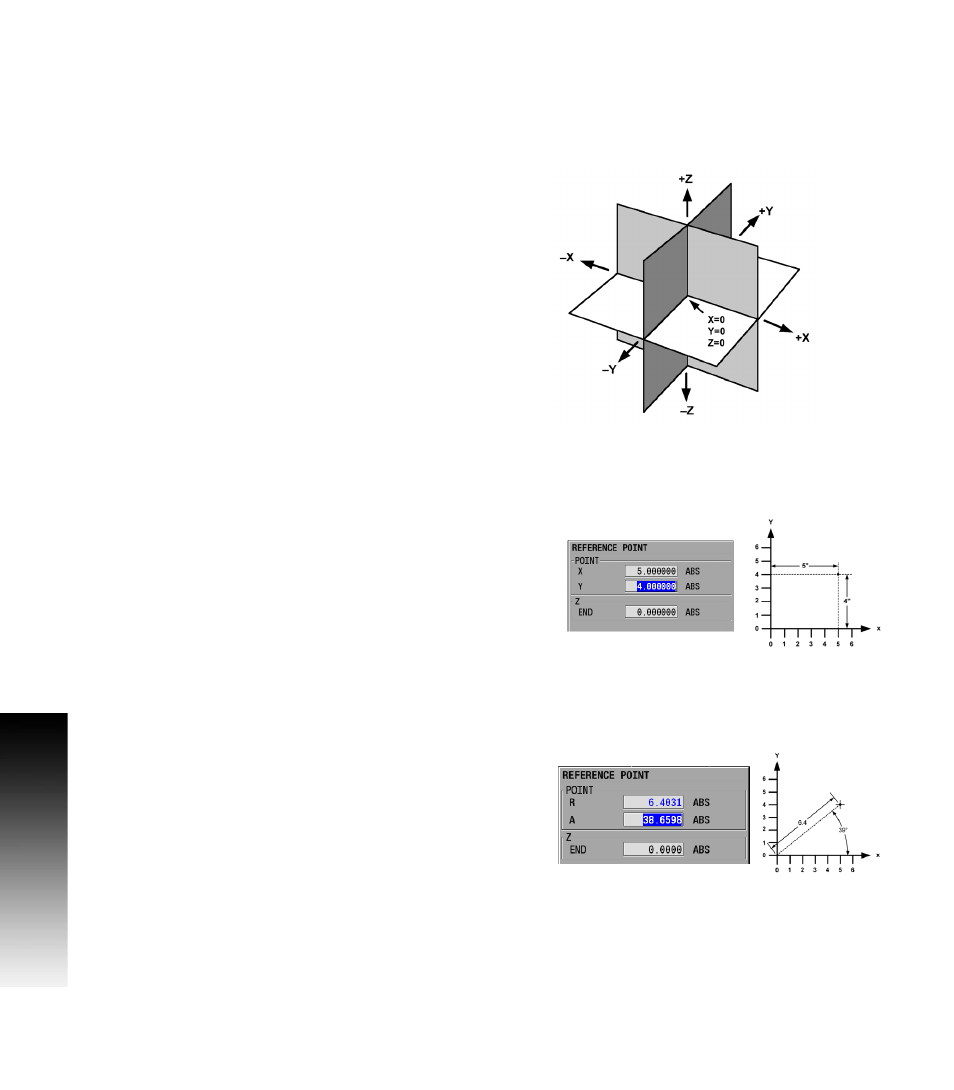
Axis Conventions
Count Direction
When programming a part using MILLPWR
G2
, table movement and
tool movement are determined by the use of positive or negative
numbers. MILLPWR
G2
has been factory set with the following
positive and negative count directions for the X, Y and Z-axes:
X axis
The table will move to the left and the tool will move to the right for
a positive count direction.
Y axis
The table will move toward you while the tool moves away from you
for a positive count direction.
Z axis
The quill will move up (away from the table surface) for a positive
count direction.
Cartesian Coordinates
A cartesian coordinate is a position that can be measured from the
X- and Y-axes.
Polar Coordinates
A polar coordinate is a position that is defined by an angle and a
radius.