2 f o lders – ACU-RITE MILLPWRG2 User Manual
Page 120
102
6 Programming
6.2 F
o
lders
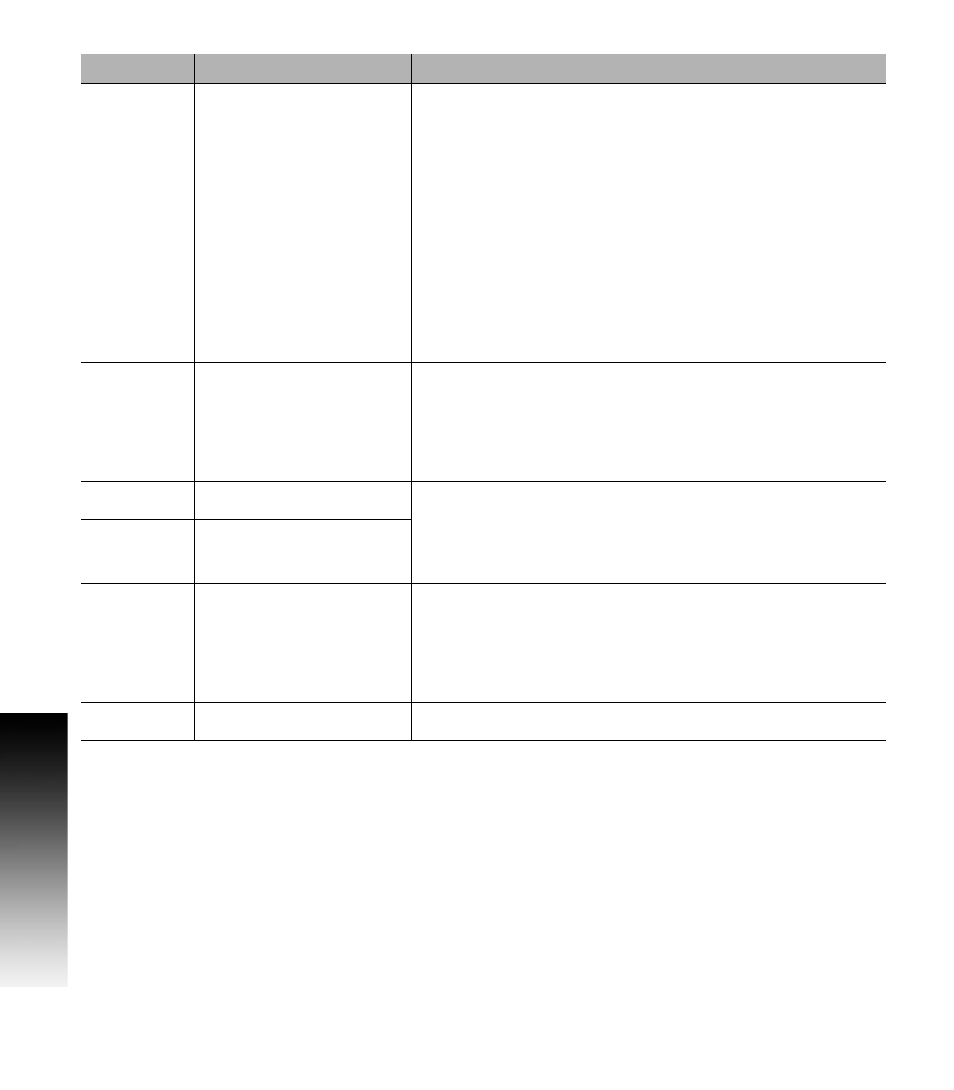
G-code
Description
Comment
G87
†
Chip Break Cycle
This is the chip-breaker peck-drilling cycle, generally used to :
Peck-drill medium to deep holes. The cycle feeds from the begin depth
to the first peck depth in Z, rapid retracts the chip-break increment (W),
feeds to the next calculated peck depth (initial peck less J), and
continues this sequence until it reaches a U depth, or until final hole
depth is reached. The peck distance is never more than I or less than K.
This cycle enables optimum drilling conditions for holes. For maximum
efficiency in deep hole drilling, set parameters to accommodate the
material and tool types used. Generally, the deeper the hole, the smaller
the peck distance (J). This prevents the binding of chips, tool, and
workpiece. Set U to retract the drill completely at set depth intervals.
G87 Z(zDepth) K(minPeck) R(zBegin) J(peckDecr) I(firstPeck) P(zRetract)
U(retractDepth) W(chipBreakInc) F(feedrate)
Required: Z(zDepth) K(minPeck) R(zBegin) J(peckDecr)
G89
†
Flat Bottom Boring Cycle
This boring cycle generally used to program a pass in each direction with
a dwell at the bottom. The tool feeds from the begin depth to Z depth,
dwells for specified time, then feeds to the retract (P) dimension.
G89 Z(zDepth) R(zBegin) P(zRetract) D(dwell) F(feedrate)
Required: Z(zDepth) R(zBegin) D(dwell) I(firstPeck)
G90
†
Set Offset Mode (ABS)
These commands set the mode for interpreting coordinates. In ABS
mode, coordinates are relative to MILLPWR
G2
’s datum. In INC mode,
coordinates are relative to the tool’s position after completing the
previous move. The setting applies to current and subsequent blocks.
The default is G90 (ABS)
G91
†
Set Offset Mode (INC)
G120
†
Block Form
The BlockForm command is used to define a window in relation to the
part zero. This is used by the Draw function to present a solid model of
the raw stock. Block Form can be placed anywhere within the program
and must be accompanied by all of the parameters.
G120 X(xMax) Y(yMax) Z(zMax) I(xMin) J(yMin) K(zMin)
G*
All other G codes not listed will generate a run-time error.