Job setup, 1 set u p – ACU-RITE MILLPWRG2 User Manual
Page 195
ACU-RITE MILLPWR
G2
177
9.1 Set
u
p
Job Setup
Three soft keys: Job Setup, Tool Table, and Error Log are used to
setup the MILLPWR
G2
for operation, programing, and DRO mode.
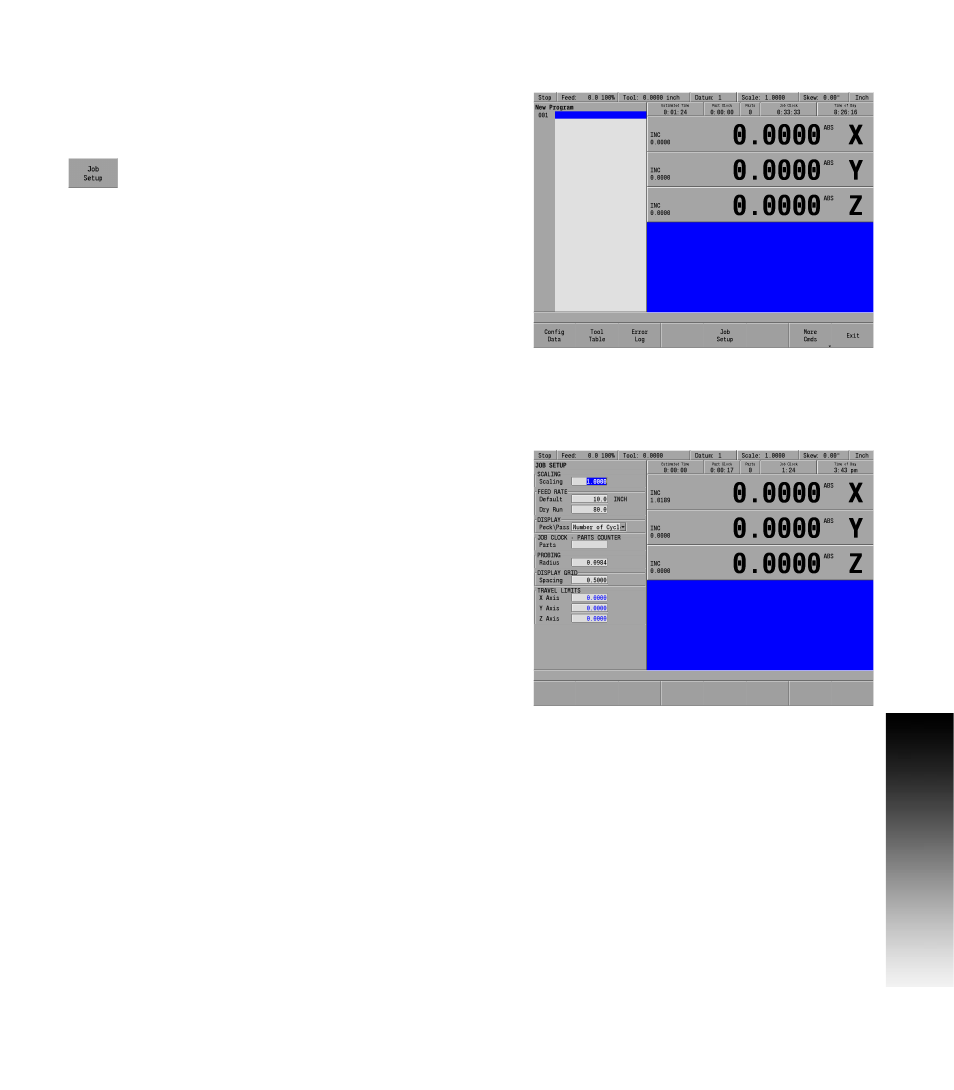
Job Setup
Press the Job Setup soft key to access the Job setup
parameters.
In the JOB SETUP dialogue there are four parameters that can be set
which the MILLPWR
G2
will default to when not overridden by another
setting.
SCALING: Typically most jobs are scaled at 1 to 1 (full scale).
Occasionally a job may be scaled down to as an example 1/2 scale.
In such a case, before programming the job, the scale factor should
be changed here so that it becomes the default scale factor for the
program.
FEED RATE: This is a Default setting that the MILLPWR
G2
will use
as well. Though this setting can change per job, and material used.
The MILLPWR
G2
will use this as the default in a program unless it
is changed (e.g. by a step that is in the program), then that new feed
rate will be used until changed again.
DISPLAY: For Peck\Pass, the setting can either be in Distance, or
Number Of Cycles. The selected option will be the default for the
dialogues and can only be changed here in Job Setup.
JOB CLOCK - PARTS COUNTER: For setting the parts counter and
stopping or starting the Job Clock. The Job Clock will provide an
estimate of time to machine the part, provide a stop watch, parts
counter, and overall Job time.
PROBING: When a probe is used, the probe tip radius is entered
here. This value will be used in dialogues where applicable.
DISPLAY GRID: When viewing a part graphic, a grid can be turned
on as an overlay to the part graphic. The grid spacing is set using
this field, and is relative to the actual part size.
TRAVEL LIMITS: The X, Y, and Z travel limits are set in the TRAVEL
LIMITS fields for each axis. Travel limits can be set at any location
that does not exceed the actual travel of the machine.