Recut api thread, 6 thr ead and under c ut cy cles – HEIDENHAIN SW 54843x-03 User Manual
Page 291
HEIDENHAIN MANUALplus 620
291
4.6 Thr
ead and under
c
ut cy
cles
Recut API thread
Call the thread-cutting menu
Select API thread
Press the Recut soft key
On: Inside thread
Off: Outside thread
This optional cycle recuts a single or multi-start external or internal API
thread. Since you have already unclamped the workpiece, the
MANUALplus needs to know the exact position of the thread. Place
the cutting tip of the tap drill in the center of a groove and transfer the
positions to the parameters measured angle and measured position
by pressing the Take over position soft key. From these values the
cycle then calculates the angle of the spindle at the starting point.
This function is available only in manual operation.
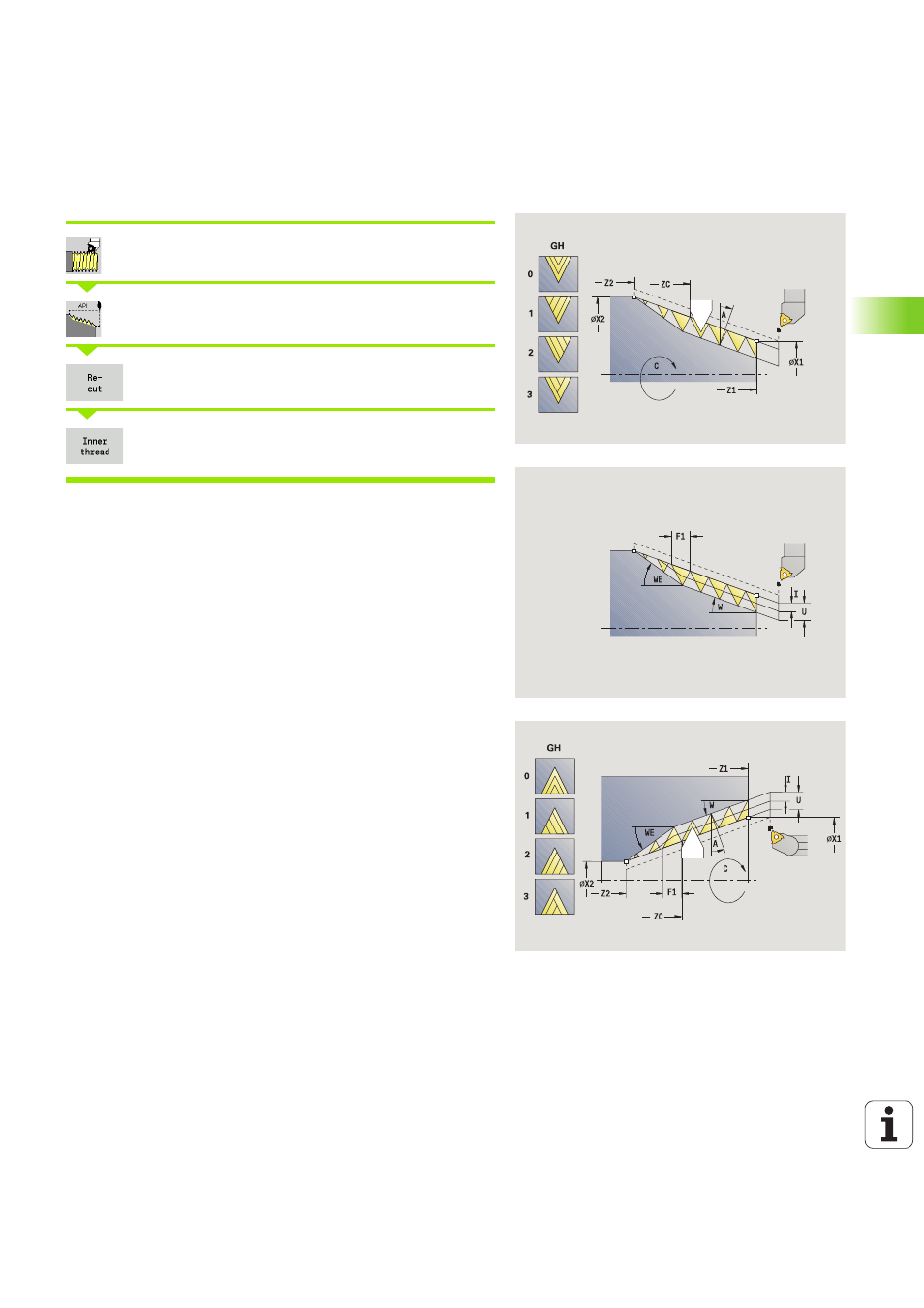
Cycle parameters
X1, Z1
Starting point of thread
X2, Z2
End point of thread
F1
Thread pitch (= feed rate)
D
No. of gears (threads per unit)
U
Thread depth – No input:
Outside thread: U=0.6134*F1
Inside thread: U=–0.5413*F1
I
Maximum infeed
I
I=U: One cut
No input: Calculation from U and F1
WE
Run-out angle (range: 0° <= WE < 90°)
W
Taper angle (range: –60° < A < 60°)
C
Measured angle
ZC
Measured position
A
Infeed angle (range: -60° <= A < 60°; default: 30°)
A<0: Infeed on left thread flank
A>0: Infeed on left right flank
R
Remaining cutting depth—only with GV=4
(default: 1/100 mm)