Cut transverse, 4 t u rn ing cy cles – HEIDENHAIN SW 54843x-03 User Manual
Page 165
HEIDENHAIN MANUALplus 620
165
4.4 T
u
rn
ing cy
cles
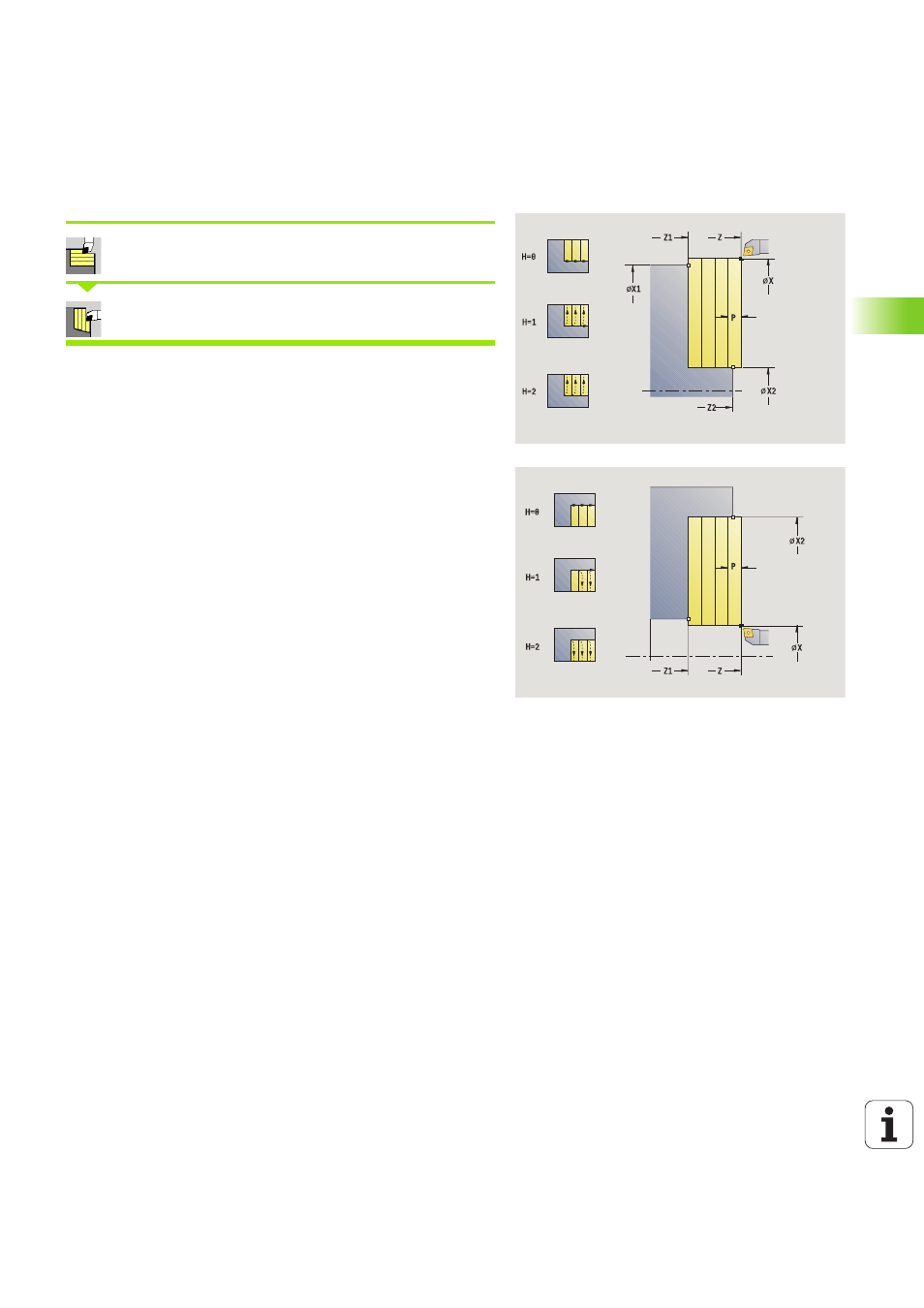
Cut transverse
Select cut, longitudinal/transverse
Select cut transverse
The cycle roughs the rectangle described by the starting point and
the contour starting point Z1/contour end point X2.
Cycle parameters
X, Z
Starting point
Z1
Contour starting point
X2
Contour end point
P
Infeed depth: Maximum infeed depth
H
Contour smoothing
0: With every cut
1: With the last cut
2: No finishing cut
G47
Safety clearance (siehe Seite 142)
G14
Tool change point (siehe Seite 142)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
MT
M after T: M function that is executed after the tool call T.
MFS
M at beginning: M function that is executed at the
beginning of the machining step.
MFE
M at end: M function that is executed at the end of the
machining step.
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)