Recess turning, radial—expanded, 5 recessing cy cles – HEIDENHAIN SW 54843x-03 User Manual
Page 244
244
Cycle programming
4.5 Recessing cy
cles
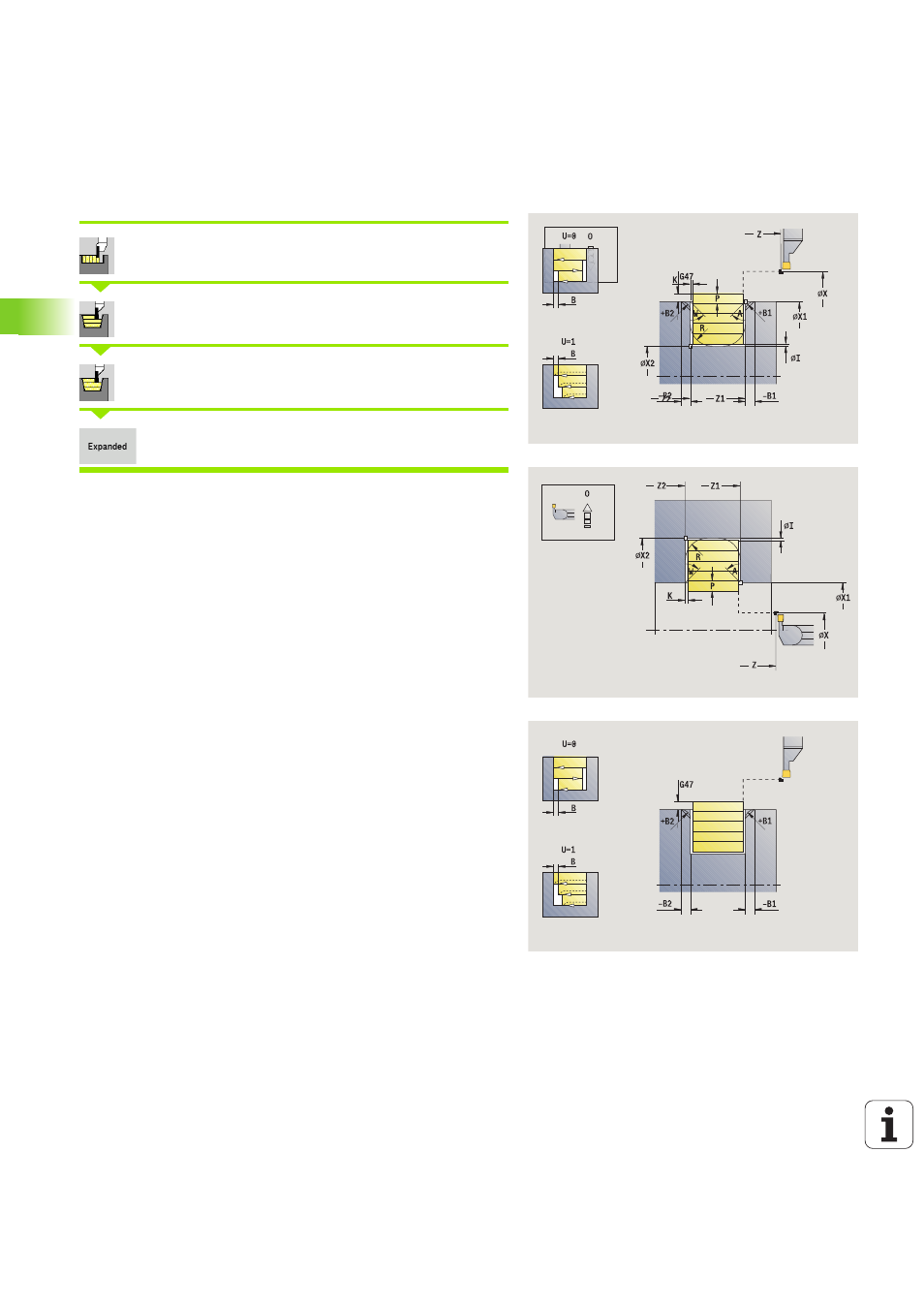
Recess turning, radial—expanded
Call the recessing cycles
Select recess turning
Select recess turning, radial
Press the Expanded soft key
Taking the oversizes into account, the cycle clears the area described
by the starting point X / contour starting point Z1 and contour
end point
(see also “Recess turning” auf Seite 240).
Cycle parameters
X, Z
Starting point
X1, Z1
Contour starting point
X2, Z2
Contour end point
P
Infeed depth: Maximum infeed depth
O
Recessing feed rate (default: active feed rate)
I, K
Oversize X, Z
A
Start angle (range: 0° <= A < 90°)
W
End angle (range: 0° <= W < 90°)
R
Rounding arc
G14
Tool change point (siehe Seite 142)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
B1, B2
Chamfer/rounding arc (B1 contour start; B2 contour end)
B>0: Radius of rounding
B<0: Width of chamfer
B
Offset width (default: 0)
U
Unidirectional turning (default: 0)
0: Bidirectional
1: Unidirectional
G47
Safety clearance (siehe Seite 142)
MT
M after T: M function that is executed after the tool call T.
MFS
M at beginning: M function that is executed at the
beginning of the machining step.
MFE
M at end: M function that is executed at the end of the
machining step.