4 t u rn ing cy cles – HEIDENHAIN SW 54843x-03 User Manual
Page 197
HEIDENHAIN MANUALplus 620
197
4.4 T
u
rn
ing cy
cles
Type of machining for technology database access: Roughing
Cycle run
1
Calculate the proportioning of cuts (infeed), taking the workpiece
blank oversize J
into account
J=0: The cutting geometry is taken into account. This may result
in the use of different infeeds for the longitudinal and transverse
directions.
J>0: The same infeed is used for both the longitudinal and the
transverse direction.
2
Approach the workpiece from starting point for first pass on
paraxial path
3
Machine the workpiece according to the calculated proportioning
of cuts
4
Return and approach for next pass
5
Repeat 3 to 4 until the defined area has been machined
6
Return to starting point on paraxial path
7
Move to the tool change point according to the G14 setting
G47
Safety clearance (siehe Seite 142)
G14
Tool change point (siehe Seite 142)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
BP
Break duration: Time span for interruption of the feed. The
chip is broken by the (intermittent) interruption of the feed.
BF
Break duration: Time interval until the next break. The chip
is broken by the (intermittent) interruption of the feed.
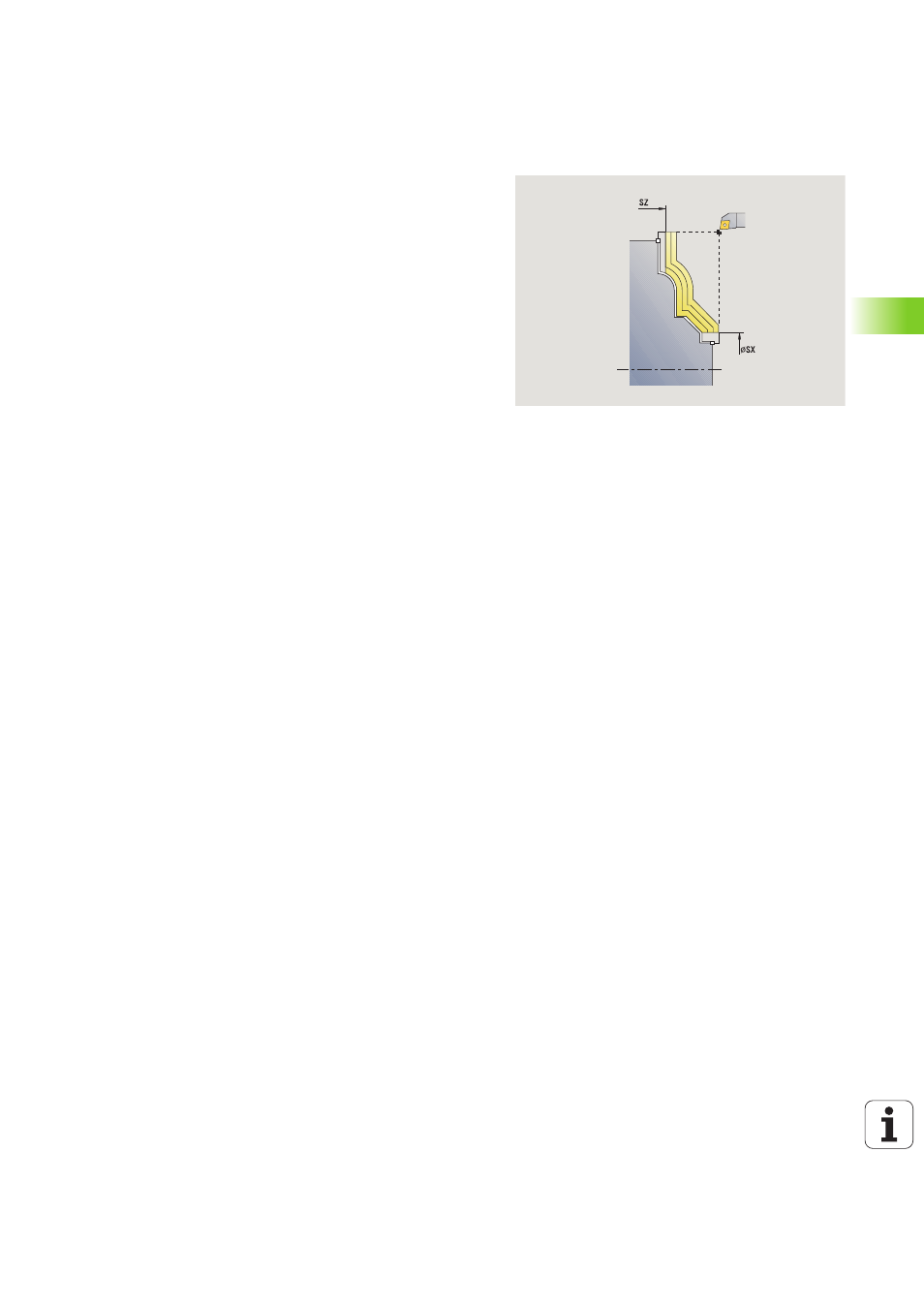
XA, ZA
Starting point of blank (only effective if no blank was
programmed):
XA, ZA not programmed: The workpiece blank contour
is calculated from the tool position and the ICP contour.
XA, ZA programmed: Definition of the corner point of
the workpiece blank.
A
Approach angle (reference: Z axis)—(default:
perpendicular to Z axis)
W
Departure angle (reference: Z axis)—(default: parallel
to Z axis)
MT
M after T: M function that is executed after the tool call T.
MFS
M at beginning: M function that is executed at the
beginning of the machining step.
MFE
M at end: M function that is executed at the end of the
machining step.
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining