Lincoln Electric IM10178 POWER FEED 84 U.I. CONTROL BOX User Manual
Page 45
B-9
OPERATION
POWER FEED 84, POWER FEED 84 DUAL
process
GMAW-STT
(Surface Tension
Transfer
GTAW (TIG)
Wave control
name
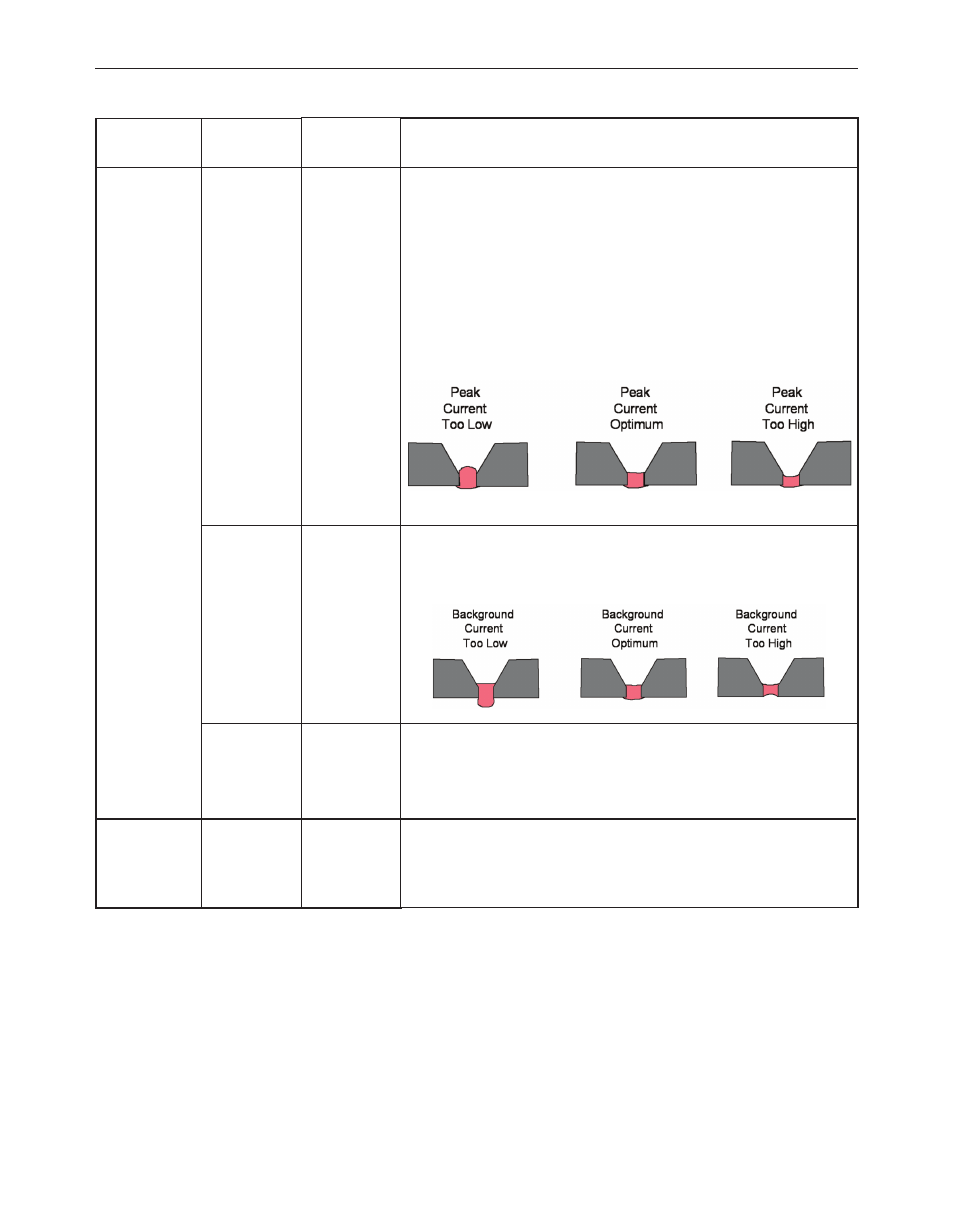
Peak Current
Background
Current
Tail-out
No wave
controls
available.
effect / range
Controls arc
length
Regulates bead
contour
Provides addi-
tional power to
the arc.
----
description
Peak Current acts similar to an arc pinch control. Peak Current sets the arc
length and promotes good fusion. Higher peak current levels will cause the arc
to broaden momentarily while increasing arc length. If set too high, globular
transfer may occur. Setting it too low may cause instability and wire stubbing.
Best practice is to adjust for minimum spatter and puddle agitation.
Peak also affects the shape of the root. When using 100% CO2, the peak cur-
rent will be higher than when welding with blended shielded gases. A longer arc
length is required with CO2 to reduce spatter.
Background current adjusts the overall heat input into the weld. Changing the
background current changes the shape of the back bead. 100% CO2 requires
less background current than when welding with blended shielding gases.
Tail out provides additional power without the molten droplet becoming too
large. Increase as necessary to add heat input without increasing arc length.
Often this results in faster travel speeds. Note that as tail out increases, the peak
current and/or background current may need to be reduced.
----
WaVe conTrol