Flyingsaw – Lenze EVS93xx FlyingSaw User Manual
Page 77
FlyingSaw
Commissioning the "(Flying Saw)"
Prepared Solution Servo PLC / ECSxA 1.1 EN
page 4-64
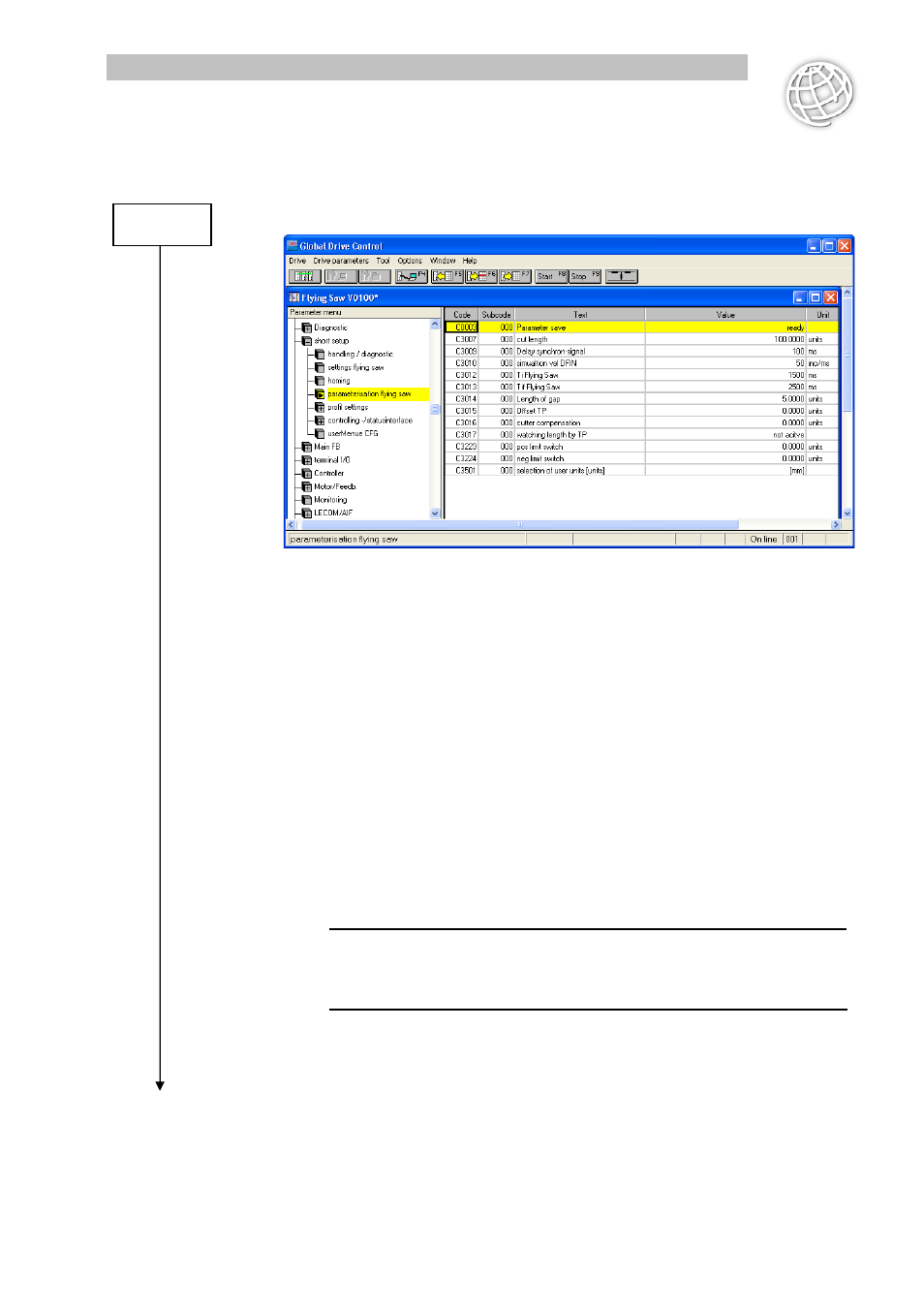
Now enter the parameters of the flying saw, which are required for length- and mark-controlled operation.
Set the following codes for setting the parameters for the flying saw:
C3009/000
= Set here the delay time for the synchronised signal. The entry is made in [ms] and has
the background that on axes with a large moment of inertia it may occur that a control
process is still taking place to compensate for a possible following error as the
synchronised signal is output.
C3010/000
= Simulation velocity in the unit [inc/ms]
(This value is only processed if bit 20 in the application control word is set, otherwise input
X9 is always processed as the velocity!)
C3012/000
= The acceleration time describes the ramp during the period when the flying saw axis
reaches master speed. The entry is made in the unit [ms].
C3013/000
= The deceleration time describes the ramp during the period the axis needs to decelerate
from the master speed to zero and then to reverse and move to the initial position
.
C3014/000
= If you want to create a gap in the material, you can define the length of the gap using this
parameter. The entry is made in the unit [units].
C3016/000
= With very "large" tools the width of the cut can be compensated. E.g. this setting is
necessary for very wide and coarse saw blades, as a large amount of material is removed
in the cut and this material is then missing from the length. The entry is made in the unit
[units].
C3223/000
= position of the positive software limit switch, entry in [units]
C3224/000
= position of the negative software limit switch, entry in [units]
TIP!
To set the software limit switches you can move the drive using manual control to the required
position and then apply the position from code C5000/000 in the codes for the software limit
switches.
Step 7