Flyingsaw, Description of the function blocks – Lenze EVS93xx FlyingSaw User Manual
Page 111
FlyingSaw
Description of the function blocks
Prepared Solution Servo PLC / ECSxA 1.1 EN
10-13
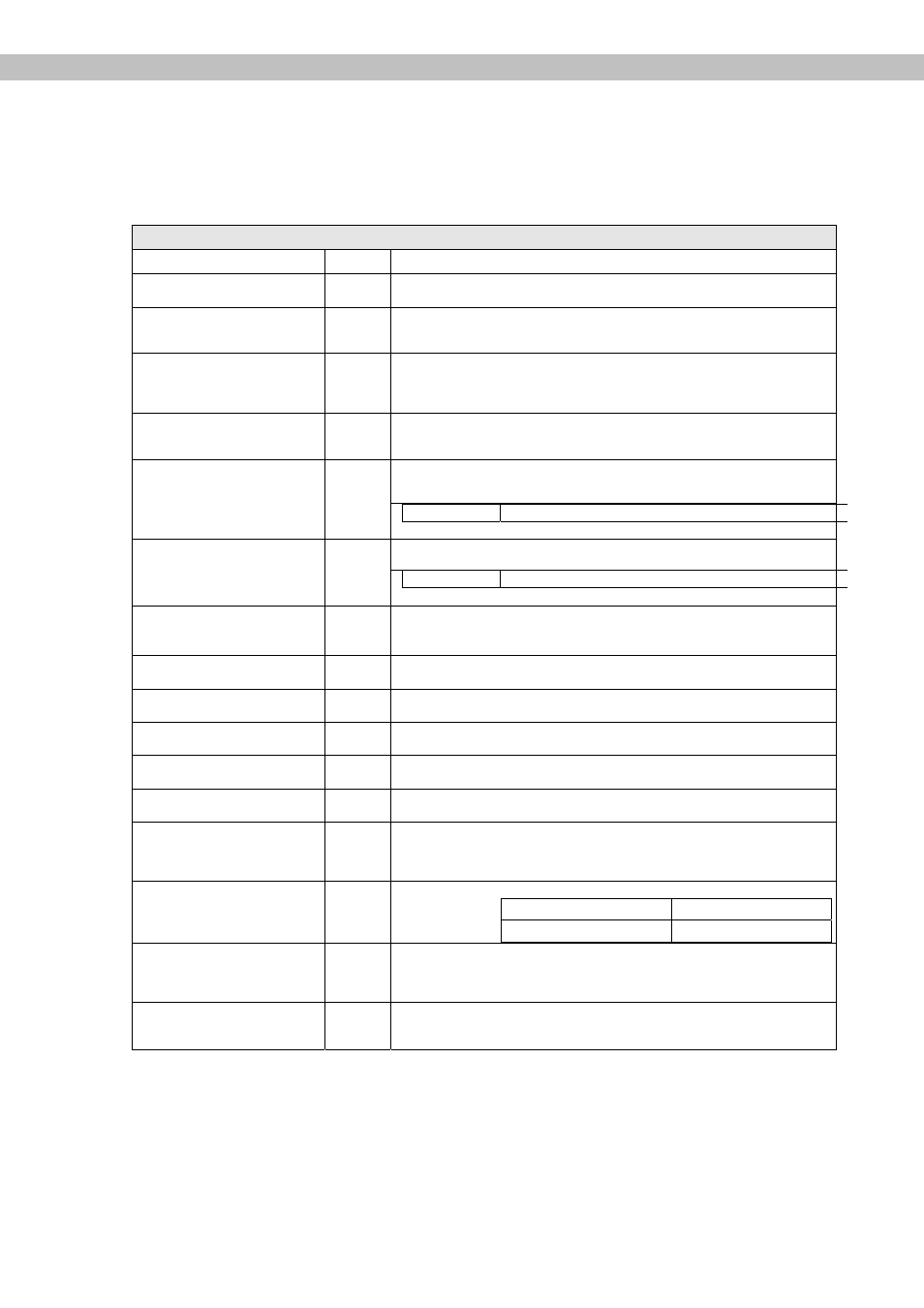
Inputs
(Variable type: VAR_INPUT)
Identifier Data
type
Value/meaning
bSetTPReceived_b BOOL
Input for the touch-probe.
This variable is connected to the system variable DFIN_bTPReceived_b from the system block DFIN.
dnSetTPLastScan DINT
Phase difference between latch point and task start time.
This variable is connected to the system variable DFIN_dnIncLastScan_p
nFrequencyDFINNorm_v INT
Input
for
the normalised master frequency.
This variable is connected to the variable nFrequencyDFIN_v from the function block
MasterFrequency in the library FlyingSawV0100.lib.
nNAct_v
INT
Actual speed for the actual phase integrator.
This variable is connected to the system variable MCTRL_nNAct_v from the system block MCTRL.
Using this variable the saw unit is decelerated after a cut and then positioned at the home position.
The variable is processed logically in the machine sequence and is typically activated by the sawing
action itself.
bStartDeceleration BOOL
FALSE
No deceleration of the saw unit
Start a synchronisation process. The input is connected to the variable bStartSynchronizeprozess
from the function block LengthCalculation in the library FlyingSawV0100.lib.
bStartSynchronize BOOL
FALSE
No start
TDelaySynchronSignal TIME
Delay for the synchronised signal. In this way settling after the synchronising process is taken into
account. The setting is made in the unit [ms].
bAutomatic BOOL
Input information that automatic operation has started.
This input is to be connected to the status automatic.
bStartHeadCut BOOL
Start signal for performing a top cut
bReset BOOL
The integrators for the synchronising process are reset when the variable is set.
bResetAll BOOL
In addition to bReset, when this variable is set the positional deviation is set to zero.
bStartGap BOOL
Start signal for making a gap in the material
nCompensationTrimming
INT
Correction that is added to the setpoint. This correction is used to compensate for an error caused by
the system propagation time.
This input is to be connected to the block LengthCalcualtion nCompensationTrimming
bMotorInvert BOOL
Entry of the motor mounting direction
FALSE
not inverted
TRUE
inverted
bExternSetValuesEnable BOOL
Switch
to
external setpoints for synchronisation
¾
The setpoints from the synchronising process are looped through 1:1 to the related
outputs.
dnOffsetSynchronize DINT
Offset for "synchronous" synchronisation. The value is calculated online by the function block
OffsetCalculation.
This input variable must be connected to the function block OffsetCalculation.