4 synchronous synchronisation, Synchronous synchronisation -8, Flyingsaw – Lenze EVS93xx FlyingSaw User Manual
Page 21
FlyingSaw
Features of the Prepared Solution
Prepared Solution Servo PLC / ECSxA 1.1 EN
page 2-8
2.4 Synchronous
synchronisation
The saw axis is started using the start signal from the length calculator or a mark on the
material and synchronised as per entries for the line speed with speed and angular
synchronism.
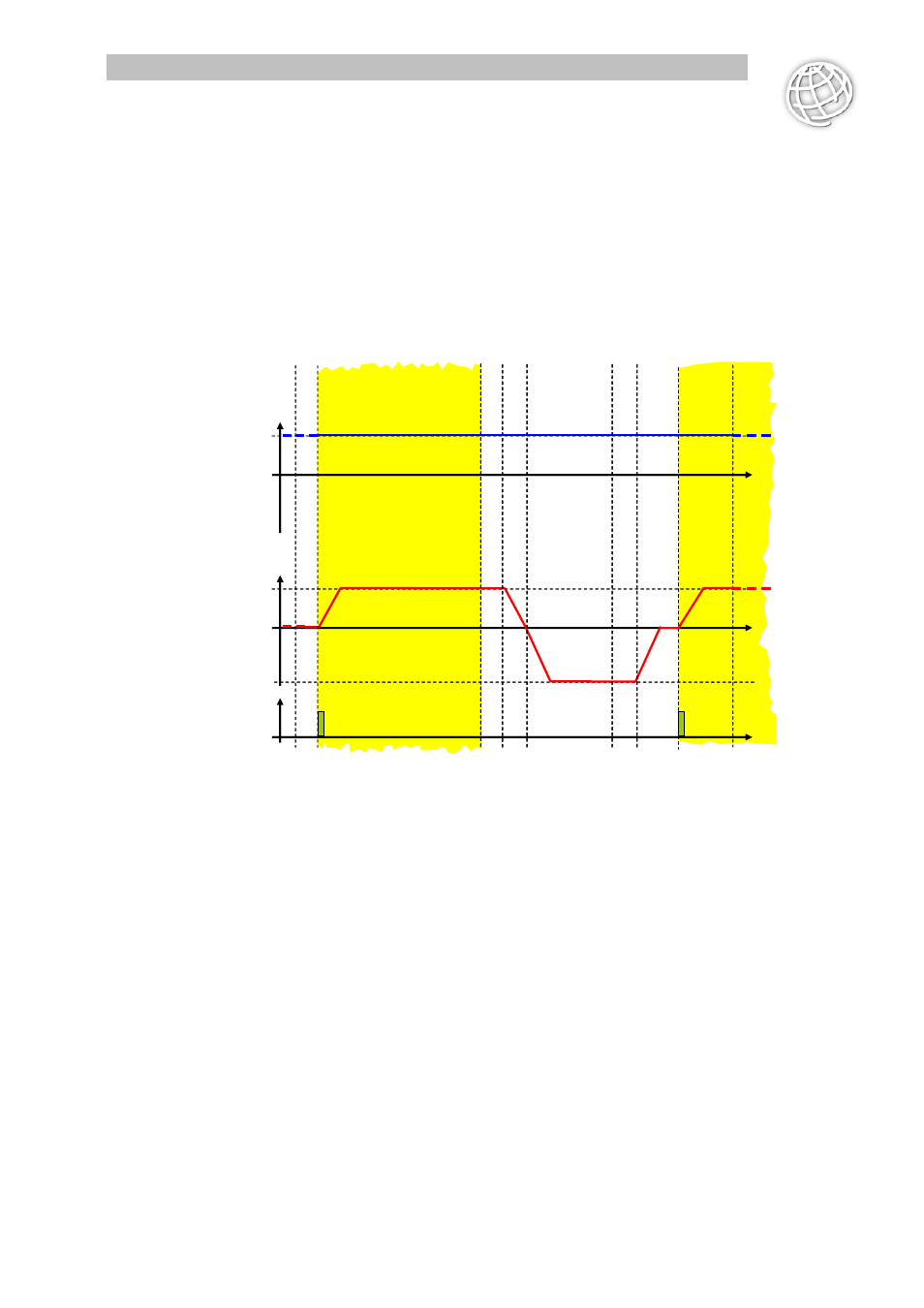
The following diagram shows a synchronising process in detail.
t
V
sync speed
reverse speed
t
start trigger
(length-
calculator)
t
V
line speed
The trigger for the saw axis is the start signal (positive edge), in the above example triggered by
the internal length calculator. The saw axis then starts and is in synchronism on reaching the
line speed. An "oversynchronous" movement is not necessary, as the saw axis is started earlier
using a calculated offset.
The same applies to starting using a mark on the material.
Switching between synchronous and oversynchronous operation is performed via the
application control word using the Synchronisation mode bit (default bit 05). Here setting the bit
means that the axis is synchronised synchronously. If the bit is not set the axis moves
oversynchronously during the synchronisation movement.