Generac Power Systems TXP User Manual
Page 76
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
Fasten cylinder to honing plate.
Use a level to align drill press
spindle with bore. Oil surface of
drill press table liberally. Set
plate and cylinder on drill press
table. DO NOT ANCHOR TO TABLE. If
using portable drill, set plate
and cylinder on floor. Install
hone drive shaft into chuck of
drill press or portable drill. In
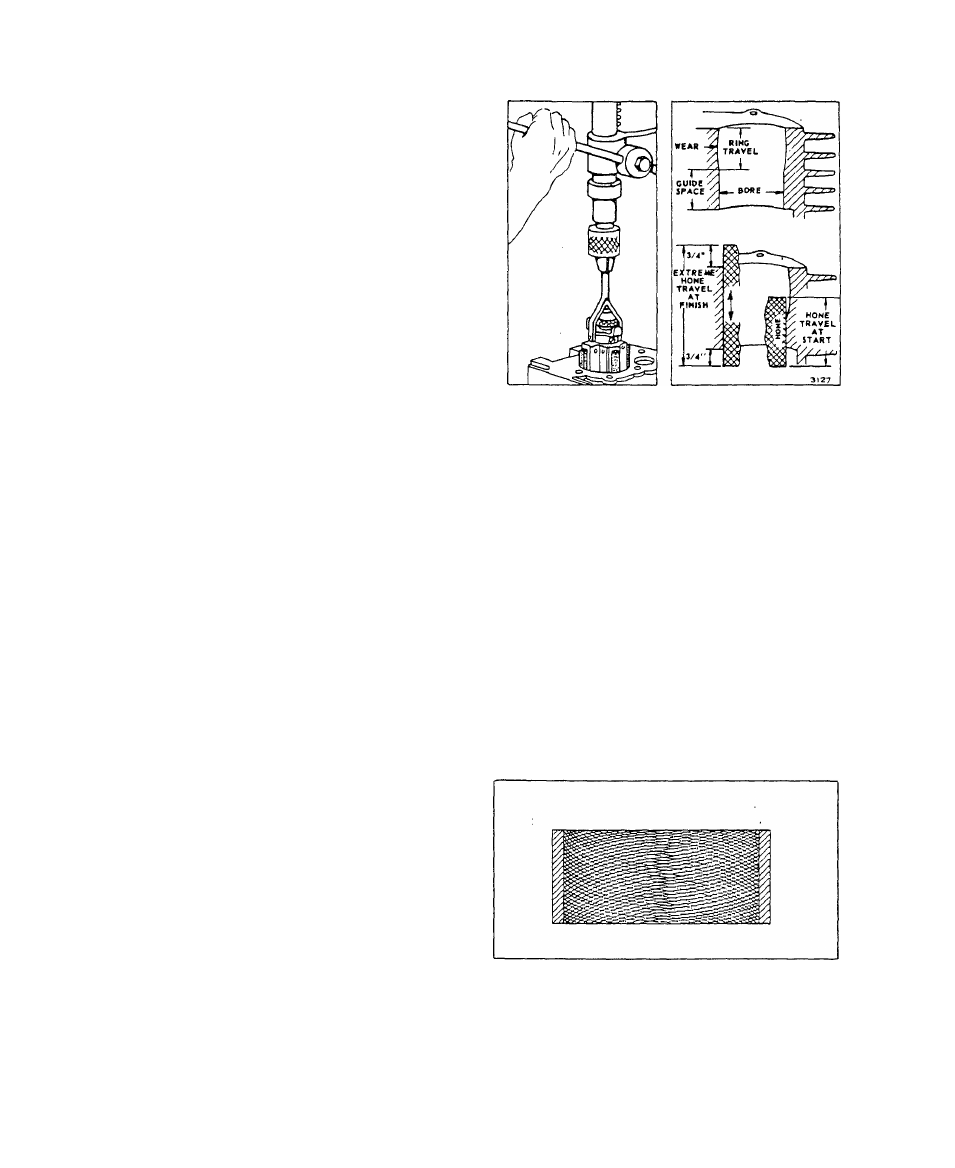
sert hone into cylinder. Connect
drive shaft to hone and.set stop
on drill press so that hone can
extend only 3/4 inch to 1 inch
from top or bottom of cylinder.
If using a portable drill, set a
wood block inside cylinder as a
stop for the hone.
With hone in center of cylinder bore, tighten adjusting knob until
stone fits snugly against cylinder wall. DO.NOT FORCE. Hone should
run at 300 to 700 rpm. Lubricate hone as previously recommended.Be
sure that cylinder and hone are centered and aligned with drive
shaft and drill spindle. Start the drill. As the hone spins, move
it up and down at lower end of cylinder, (Cylinder is probably not
worn at bottom, but will guide the hone to straighten the bore.)
As bottom of cylinder enlarges, gradually increase stroke lengths
until hone travels full length of cylinder bore. DO NOT EXTEND HONE
MORE THAN 3/4 to 1 INCH AT EITHER END OF CYLINDER BORE. As cutting
tension decreases, stop hone and tighten adjusting knob. Check the
cylinder bore diameter frequently with an accurate micrometer. Hone
about 0.0005 inch larger than required to allow for shrinkage when
cylinder cools. When within 0.0015 inch of desired size, change
from rough stone to finishing stone.
CYLINDER FINISH AND CLEANER
The finished cylinder wall should
have a crosshatch appearance, as
illustrated at right. This will
permit proper lubrication and ring
break-in.
After
honing,
clean
entire
cylinder
thoroughly
with
a
brush,
soap
and hot water. Do NOT use kerosene or gasoline - solvents of this
type will not remove all of the honing grit.
1 1 . 2
Issued 4-78