Cylinders – Generac Power Systems TXP User Manual
Page 75
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
CYLINDERS
11
INSPECTION
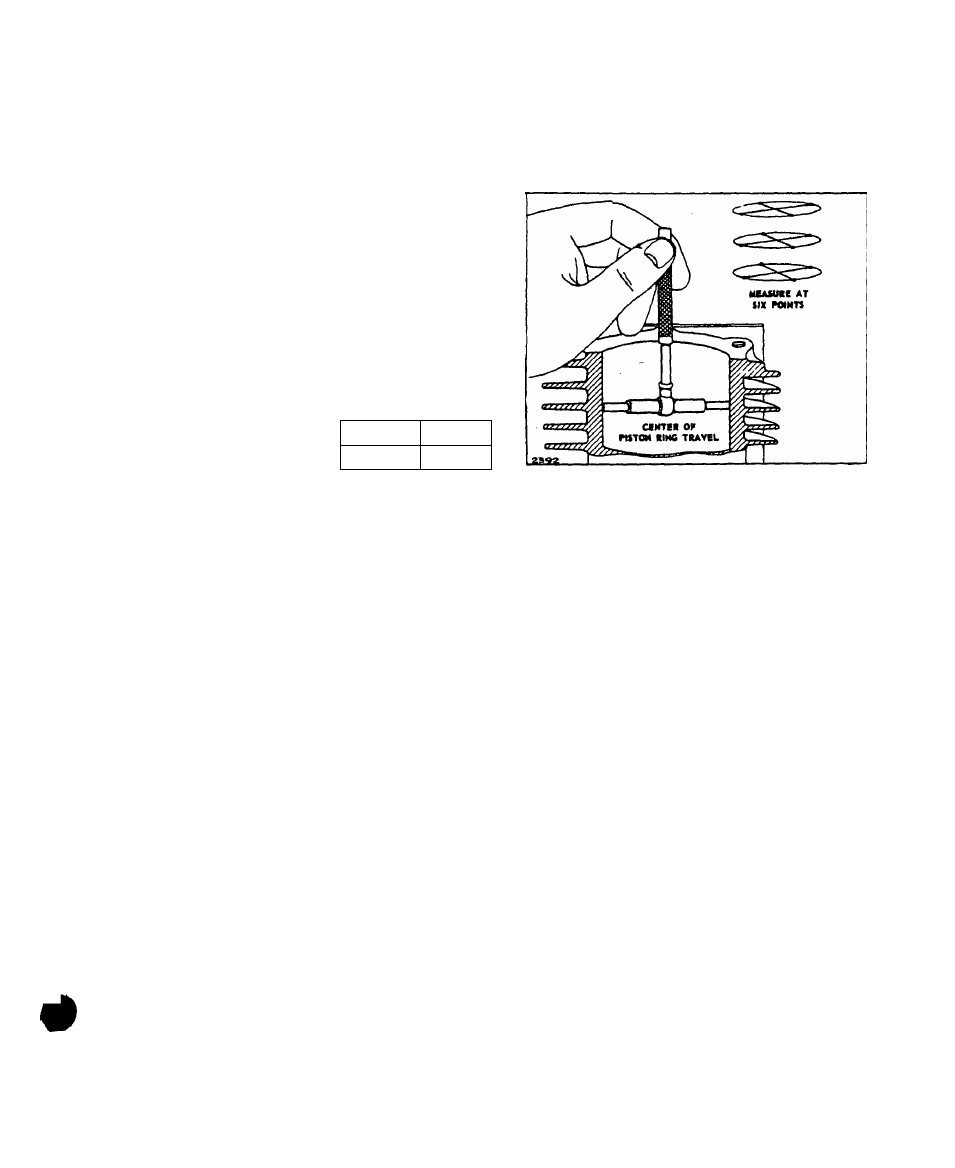
Inspect cylinders for cracks, bro
ken fins, stripped bolt holes, and
scoring of cylinder walls. Use an
inside micrometer or telescoping
gauge to determine size of cylind
er bore. Measure at-right angles
as shown at right. If bore is more
than 0,003" oversize, or more than
0.0025" out-of-round, it must be
resized. The following CHART lists
STANDARD cylinder bore diameters.
STANDARD CYLINDER
BORE DIAMETERS
MAX,
MIN.
3.4375
3.4365
RESIZING
ALWAYS RESIZE TO EXACTLY O.OlO", 0.020", or 0.030" OVER STANDARD SIZE,
AS SHOWN IN THE PRECEDING CHART, If resizing is done accurately, stan
dard oversize pistons and rings will fit perfectly and proper clearan
ces will be maintained. Cylinders can be resized with a hone. Use the
stones and lubricants recommended by the hone manufacturer to produce
the correct cylinder wall finish, (NOTE;- An acceptable honing oil can
be made by mixing 4 parts SAE 30 oil with 1 part kerosene.) If a bor
ing bar is used, a hone must be used after the boring operation to pro
duce the proper cylinder wall finish.
A
CAUTION
If cylinders are to be resized at a "Job Shop", do not take pistons
with the cylinders. If pistons and cylinders are sized to match,
seizure will occur. Oversizing must be doné to exact oversizes spec
ified in CHART.
HONING
Honing can be done with a portable electric drill. However, it is easier
to hone with a drill press. Before starting the honing operation, clean
cylinder walls thoroughly.
Issued 4-78
11.1