The ultrasonic probe, Theory of operation, Probe configuration – Dukane DPC II Plus 9001:2000 User Manual
Page 115
105
Dukane Manual Part No. 403–566–01
Section 10 – Probes and Probe Stracks
The Ultrasonic Probe
Theory of Operation
Plastic welding is the most common application
of ultrasonic assembly. To perform ultrasonic plas-
tic welding, the vibrating tip is brought into con-
tact with one of the work pieces. Pressure is ap-
plied and ultrasonic energy travels through the
material generating frictional heat at the contact
point of the two parts. The frictional heat melts a
molded ridge of plastic on one of the pieces and
the molten material flows between the two surfaces.
When the vibration stops, the material solidifies
forming a permanent bond.
Probe Configuration
A basic ultrasonic probe package consists of —
1. A probe which houses the transducer to con-
vert the electrical energy supplied by the gen-
erator into mechanical vibrations.
2. A horn to transfer the mechanical vibrations
from the probe to the parts to be welded.
Optional components include special replaceable
tips which can be threaded on to the tip of the horn,
and a booster to amplify the mechanical vibrations
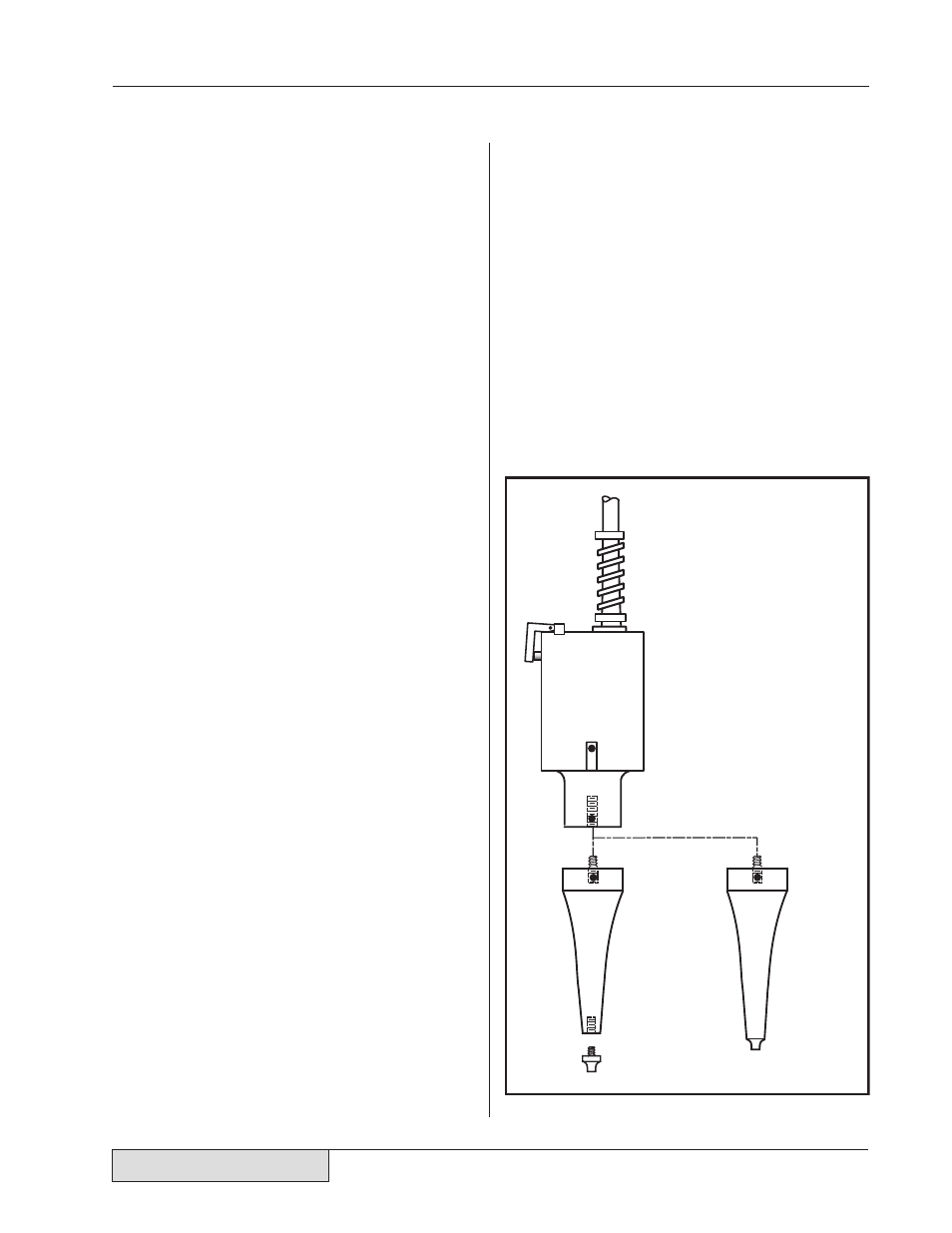
of the horn. A basic hand–held probe system is
shown in Figure 10–1. The hand probe is easily
identified by its trigger actuator and permanently
attached cable. Normally a booster is not used with
a hand probe as this increases the length and weight
and reduces its versatility. The optional threaded
titanium tip can be used when the application calls
for a staking profile or a pointed spot weld. Re-
placeable tips are not commonly used in high–vol-
ume production environments.
A mounted probe lacks the trigger actuator and
has a HV–BNC connector for attaching the high
voltage coaxial cable. A mounted probe may also
have a booster to change its output amplitude.
Standard
Horn
Hand
Probe
Tip
Custom
Horn
Figure 10–1
Hand Probe, Horn and Tip