Bowers Group Sylvac D100S Readouts User Manual
Page 24
Following display:
-3
σ =
_
X - 3
σ = lower regulation or intervention limit
+3
σ =
_
X + 3
σ = upper regulation or intervention limit
-NG = number of stored values smaller than lower tolerance
+NG = number of stored values greater than upper tolerance
%Def = percentage of defective stored values =
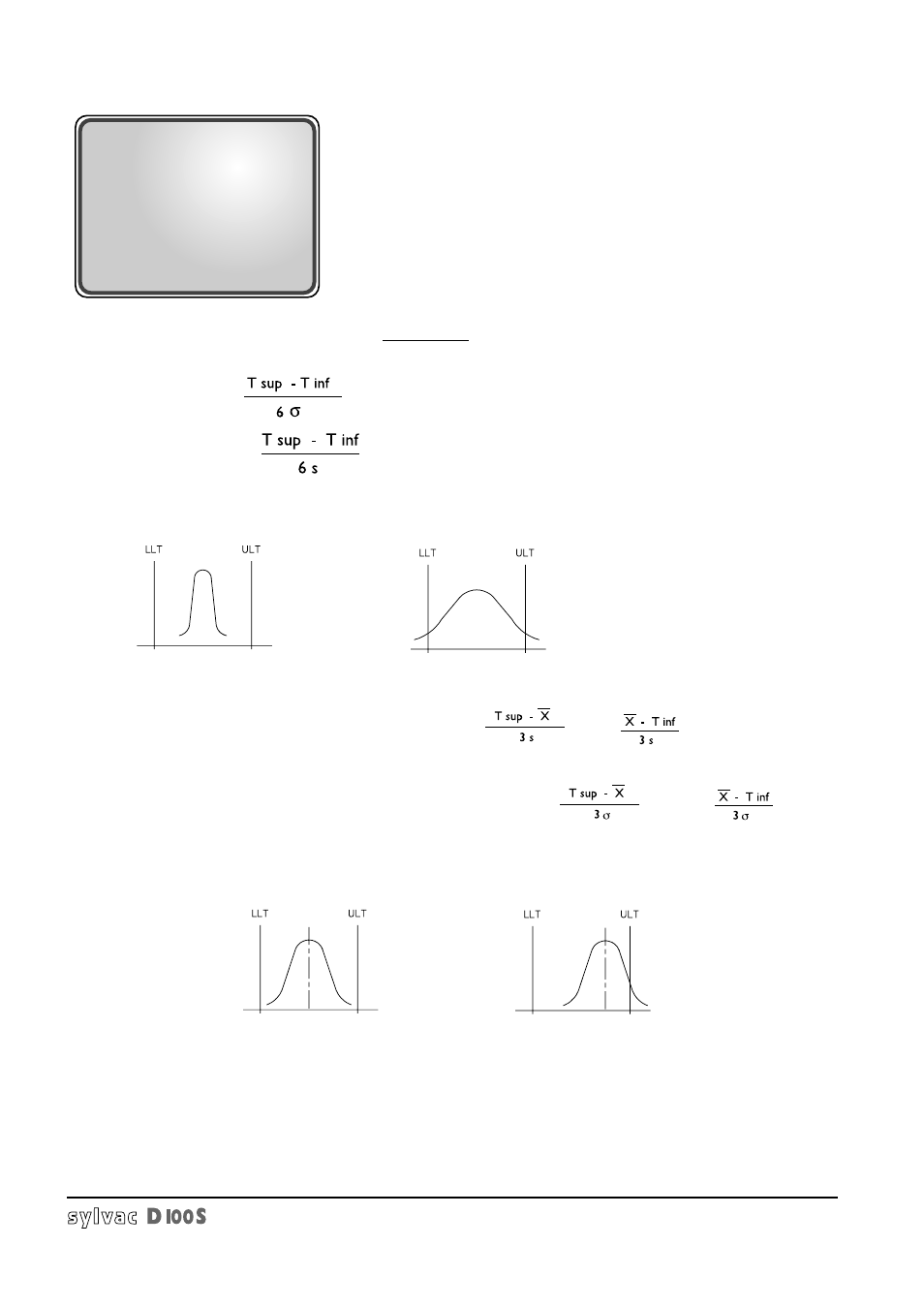
Cp = process capability =
Cm = machine capability =
s given for a sample at time t.
A high Cp will indicate a small dispersion of measured values inside the tolerances:
High Cp
Low Cp:
Cmk = center capability = the smaller value of the 2 formulas
and
Cpk = process capability in relation to spec mean = the smaller value of
and
Cmk/Cpk will formulate capability in a manner that indicates shifts (skewing) in the mean of the distribution away from
the midpoint:
Good Cmk/Cpk:
Poor Cmk/Cpk:
Cp >= 1.33 corresponds to a capable process
Note: some users require a Cp >= 1.66 which corresponds to 10.
These indices of capability are certainly an efficient way of taking decisions but their importance must not be exaggera-
ted. Without process analysis, i.e. without knowing the dispersion, random factors and system influences, the indices
are only of limited value and may lead to erroneous decisions being taken.
-3
σ
= 9.994
+3
σ
= 10.006
-NG
= 1
+NG
= 0
%DEF
= 0.893
Cp
= 1.3311
Cpk
= 1.3102
Cm
= 1.3252
Cmk
= 1.3068
23
(- NG) + (+ NG)
N
x 100