Cycle parameters – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 74
Fixed Cycles: Drilling
3.7
BACK BORING (Cycle 204, DIN/ISO: G204)
3
74
TNC 320 | User's Manual Cycle Programming | 5/2013
Danger of collision!
Check the position of the tool tip when you program
a spindle orientation to the angle that you enter in
Q336 (for example, in the Positioning with Manual
Data Input mode of operation). Set the angle so that
the tool tip is parallel to a coordinate axis. Select a
disengaging direction in which the tool moves away
from the edge of the hole.
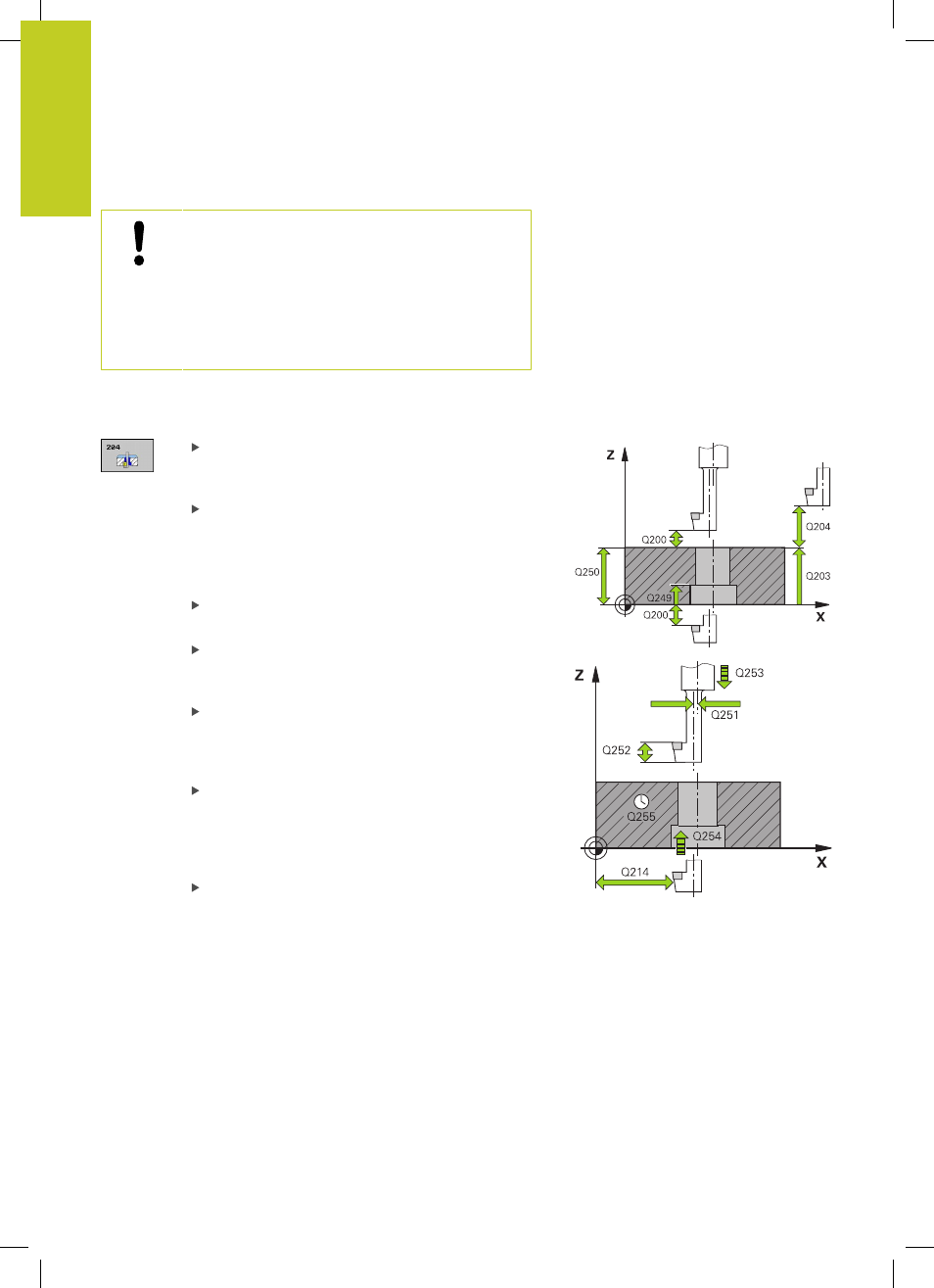
Cycle parameters
Set-up clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999
Depth of counterbore Q249 (incremental):
Distance between underside of workpiece and the
top of the hole. A positive sign means the hole will
be bored in the positive spindle axis direction. Input
range -99999.9999 to 99999.9999
Material thickness Q250 (incremental): Thickness
of the workpiece. Input range 0.0001 to 99999.9999
Off-center distance Q251 (incremental): Off-center
distance for the boring bar; value from tool data
sheet. Input range 0.0001 to 99999.9999
Tool edge height Q252 (incremental): Distance
between the underside of the boring bar and the
main cutting tooth; value from tool data sheet. Input
range 0.0001 to 99999.9999
Feed rate for pre-positioning Q253: Traversing
speed of the tool in mm/min when plunging into the
workpiece, or when retracting from the workpiece.
Input range 0 to 99999.999; alternatively
FMAX,
FAUTO
Feed rate for back boring Q254: Traversing speed
of the tool during back boring in mm/min. Input
range 0 to 99999.999; alternatively
FAUTO, FU