Using pattern def, Defining individual machining positions, Pattern def pattern definition 2.3 – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 51
PATTERN DEF pattern definition
2.3
2
TNC 320 | User's Manual Cycle Programming | 5/2013
51
Using PATTERN DEF
As soon as you have entered a pattern definition, you can call it
with the
CYCL CALL PAT function Calling a cycle, page 44. The TNC
then performs the most recently defined machining cycle on the
machining pattern you defined.
A machining pattern remains active until you define
a new one, or select a point table with the
SEL
PATTERN function.
You can use the mid-program startup function
to select any point at which you want to start or
continue machining (see User's Manual, Test Run
and Program Run sections).
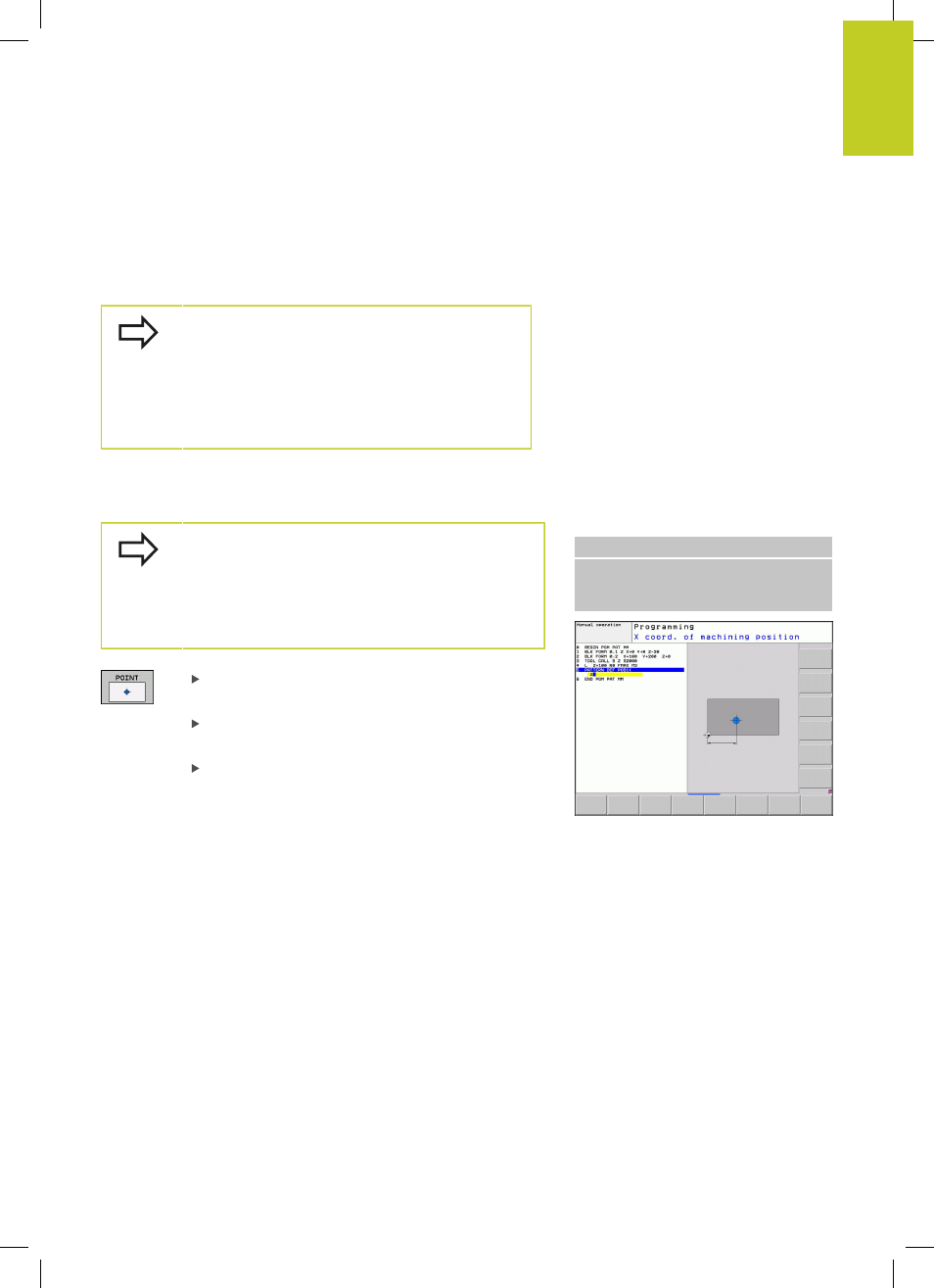
Defining individual machining positions
You can enter up to 9 machining positions. Confirm
each entry with the ENT key.
If you have defined a
workpiece surface in Z not
equal to 0, then this value is effective in addition to
the workpiece surface
Q203 that you defined in the
machining cycle.
X coord. of machining position (absolute): Enter X
coordinate
Y coord. of machining position (absolute): Enter Y
coordinate
Coordinate of workpiece surface (absolute): Enter
Z coordinate at which machining is to begin
NC blocks
10 L Z+100 R0 FMAX
11 PATTERN DEF POS1
(X+25 Y+33.5 Z+0) POS2 (X+50 Y+75 Z
+0)