Cycle parameters – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 211
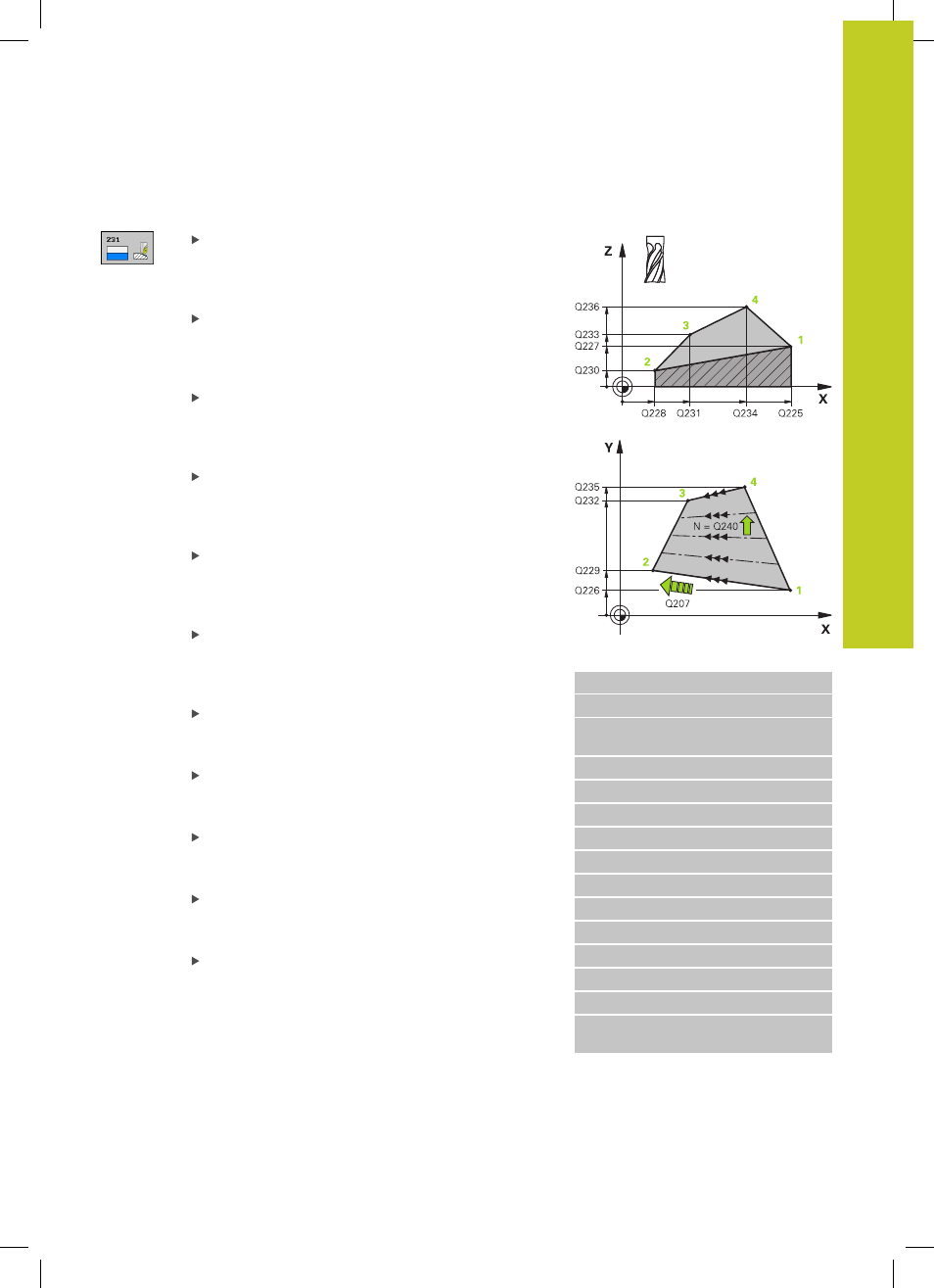
RULED SURFACE (Cycle 231, DIN/ISO: G231)
10.3
10
TNC 320 | User's Manual Cycle Programming | 5/2013
211
Cycle parameters
Starting point in 1st axis Q225 (absolute): Starting
point coordinate of the surface to be machined in
the reference axis of the working plane. Input range
-99999.9999 to 99999.9999
Starting point in 2nd axis Q226 (absolute): Starting
point coordinate of the surface to be machined in
the minor axis of the working plane. Input range
-99999.9999 to 99999.9999
Starting point in 3rd axis Q227 (absolute): Starting
point coordinate of the surface to be multipass-
milled in the tool axis. Input range -99999.9999 to
99999.9999
2nd point in 1st axis Q228 (absolute): End point
coordinate of the surface to be multipass milled in
the reference axis of the working plane. Input range
-99999.9999 to 99999.9999
2nd point in 2nd axis Q229 (absolute): End point
coordinate of the surface to be multipass milled in
the minor axis of the working plane. Input range
-99999.9999 to 99999.9999
2nd point in 3rd axis Q230 (absolute): End point
coordinate of the surface to be multipass milled
in the spindle axis. Input range -99999.9999 to
99999.9999
3rd point in 1st axis Q231 (absolute): Coordinate
of point
3
in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
3rd point in 2nd axis Q232 (absolute): Coordinate
of point
3
in the minor axis of the working plane.
Input range -99999.9999 to 99999.9999
3rd point in 3rd axis Q233 (absolute): Coordinate
of point
3
in the spindle axis. Input range
-99999.9999 to 99999.9999
4th point in 1st axis Q234 (absolute): Coordinate
of point
4
in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
4th point in 2nd axis Q235 (absolute): Coordinate
of point
4
in the minor axis of the working plane.
Input range -99999.9999 to 99999.9999
NC blocks
72 CYCL DEF 231 RULED SURFACE
Q225=+0
;STARTNG PNT 1ST AXIS
Q226=+5
;STARTNG PNT 2ND
AXIS
Q227=-2
;STARTNG PNT 3RD AXIS
Q228=+100
;2ND POINT 1ST AXIS
Q229=+15
;2ND POINT 2ND AXIS
Q230=+5
;2ND POINT 3RD AXIS
Q231=+15
;3RD POINT 1ST AXIS
Q232=+125
;3RD POINT 2ND AXIS
Q233=+25
;3RD POINT 3RD AXIS
Q234=+15
;4TH POINT 1ST AXIS
Q235=+125
;4TH POINT 2ND AXIS
Q236=+25
;4TH POINT 3RD AXIS
Q240=40
;NUMBER OF CUTS
Q207=500
;FEED RATE FOR
MILLING