HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 324
Touch Probe Cycles: Automatic Datum Setting
15.13 DATUM IN ONE AXIS (Cycle 419, DIN/ISO: G419)
15
324
TNC 320 | User's Manual Cycle Programming | 5/2013
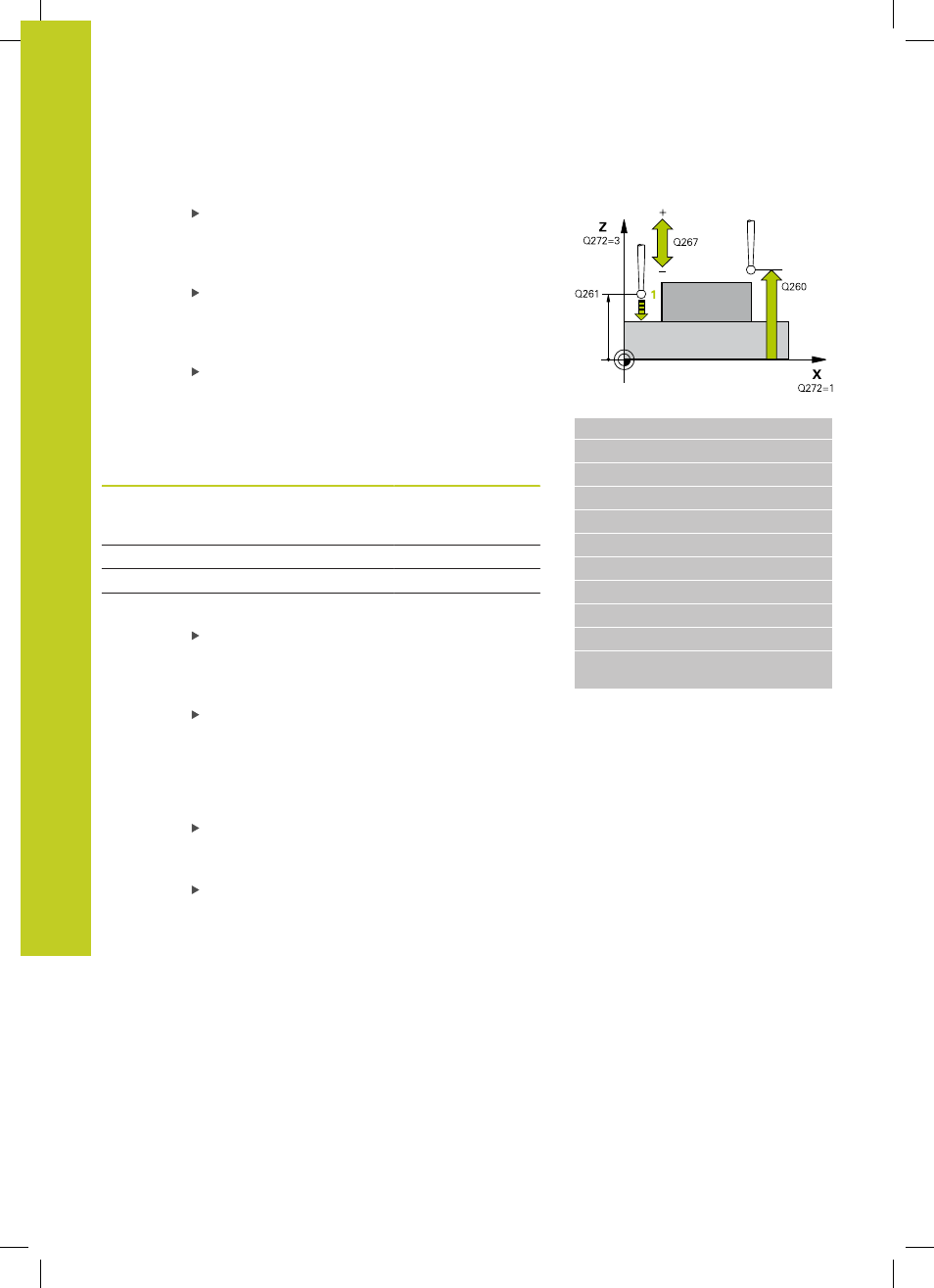
Set-up clearance Q320 (incremental): Additional
distance between measuring point and ball tip.
Q320 is added to
SET_UP (touch probe table). Input
range 0 to 99999.9999
Clearance height Q260 (absolute): Coordinate in
the touch probe axis at which no collision between
touch probe and workpiece (fixtures) can occur.
Input range -99999.9999 to 99999.9999
Measuring axis (1...3: 1 = principal axis) Q272:
Axis in which the measurement is to be made:
1
: Principal axis = measuring axis
2
: Secondary axis = measuring axis
3
: Touch probe axis = measuring axis
Axis assignment
Active touch probe
axis: Q272= 3
Corresponding
reference axis:
Q272= 1
Corresponding
minor axis: Q272=
2
Z
X
Y
Y
Z
X
X
Y
Z
Traverse direction 1 Q267: Direction in which the
probe is to approach the workpiece:
-1
: Negative Traverse direction
+1
: Positive traverse direction
Datum number in table Q305: Enter the number
in the datum or preset table in which the TNC is
to save the coordinate. If you enter Q305=0, the
TNC automatically sets the display so that the new
datum is on the probed surface. Input range 0 to
2999
New datum Q333 (absolute): Coordinate at which
the TNC should set the datum. Default setting = 0
input range -99999.9999 to 99999.9999
Measured-value transfer (0, 1) Q303: Specify
whether the determined datum is to be saved in the
datum table or in the preset table:
-1
: Do not use! Is entered by the TNC when old
programs are read in (See "Characteristics common
to all touch probe cycles for datum setting")
0
: Write determined datum in the active datum
table. The reference system is the active workpiece
coordinate system
1
: Write the measured datum into the preset table.
The reference system is the machine coordinate
system (REF system).
NC blocks
5 TCH PROBE 419 DATUM IN ONE AXIS
Q263=+25
;1ST POINT 1ST AXIS
Q264=+25
;1ST POINT 2ND AXIS
Q261=+25
;MEASURING HEIGHT
Q320=0
;SET-UP CLEARANCE
Q260=+50
;CLEARANCE HEIGHT
Q272=+1
;MEASURING AXIS
Q267=+1
;TRAVERSE DIRECTION
Q305=0
;NO. IN TABLE
Q333=+0
;DATUM
Q303=+1
;MEAS. VALUE
TRANSFER