Please note while programming, Cycle parameters – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 309
DATUM FROM OUTSIDE OF CORNER (Cycle 414, DIN/ISO: G414) 15.8
15
TNC 320 | User's Manual Cycle Programming | 5/2013
309
Please note while programming:
Danger of collision!
If you set a datum (Q303 = 0) with the touch probe
cycle and also use probe in TS axis (Q381 = 1), then
no coordinate transformation must be active.
Before a cycle definition you must have programmed
a tool call to define the touch probe axis.
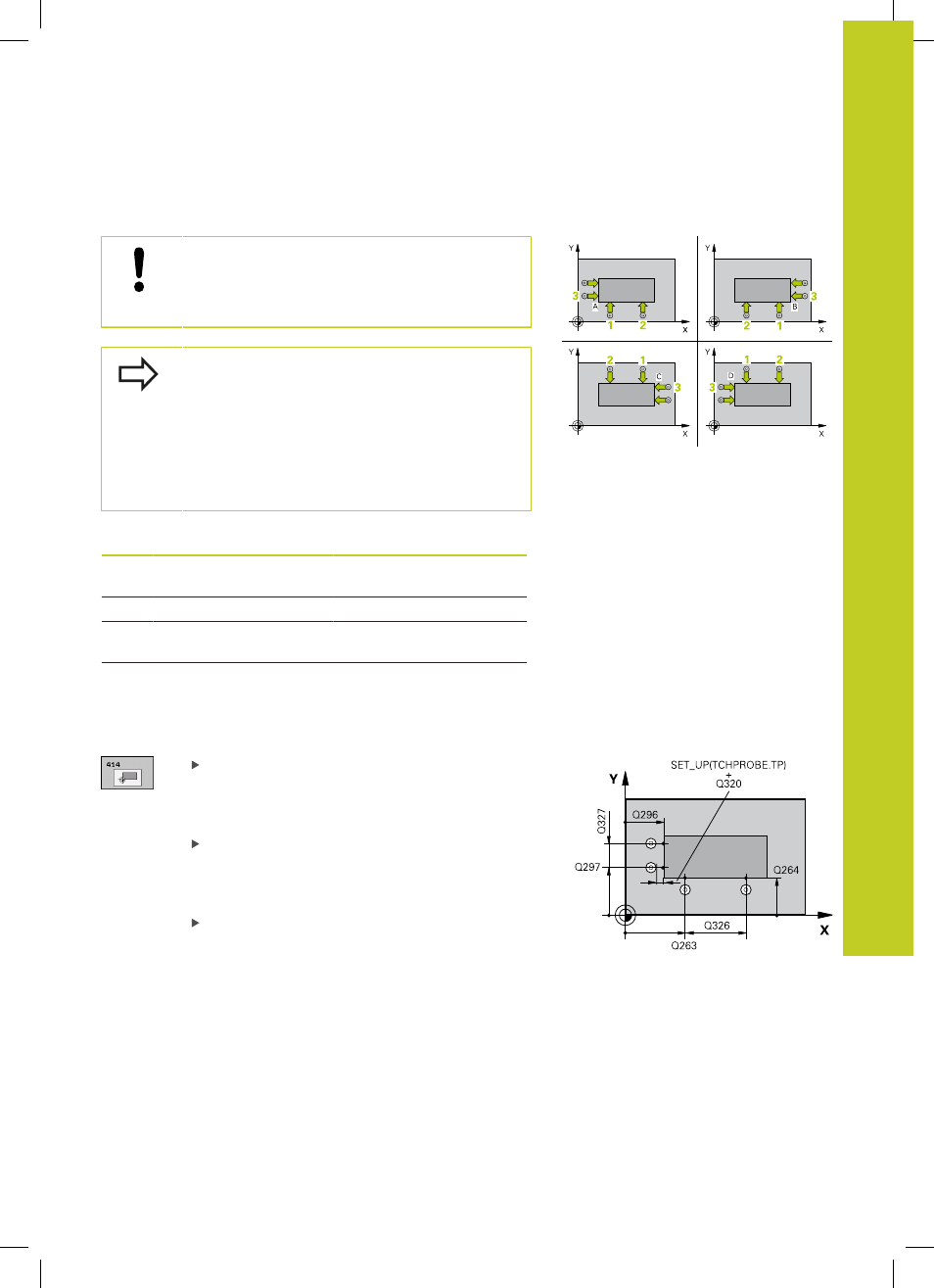
The TNC always measures the first line in the
direction of the minor axis of the working plane.
By defining the positions of the measuring points
1
and
3
you also determine the corner at which the
TNC sets the datum (see figure at right and table
below).
Corner X coordinate
Y coordinate
A
Point
1
greater than
point
3
Point
1
less than point
3
B
Point
1
less than point
3
Point
1
less than point
3
C
Point
1
less than point
3
Point
1
greater than point
3
D
Point
1
greater than
point
3
Point
1
greater than point
3
Cycle parameters
1st meas. point 1st axis Q263 (absolute):
Coordinate of the first touch point in the reference
axis of the working plane. Input range -99999.9999
to 99999.9999
1st meas. point 2nd axis Q264 (absolute):
Coordinate of the first touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
Spacing in 1st axis Q326 (incremental): Distance
between the first and second measuring points in
the reference axis of the working plane. Input range
0 to 99999.9999