Please note while programming, Cycle parameters – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 106
Fixed Cycles: Tapping / Thread Milling
4.8
THREAD DRILLING/MILLING (Cycle 264, DIN/ISO: G264)
4
106
TNC 320 | User's Manual Cycle Programming | 5/2013
Please note while programming:
Program a positioning block for the starting point
(hole center) in the working plane with radius
compensation
R0.
The algebraic sign of the cycle parameters depth
of thread, countersinking depth or sinking depth at
front determines the working direction. The working
direction is defined in the following sequence:
1. Thread depth
2. Countersinking depth
3. Depth at front
If you program a depth parameter to be 0, the TNC
does not execute that step.
Program the thread depth as a value smaller than the
total hole depth by at least one-third the thread pitch.
Danger of collision!
Use the machine parameter displayDepthErr to
define whether, if a positive depth is entered, the
TNC should output an error message (on) or not (off).
Keep in mind that the TNC reverses the calculation
for pre-positioning when a
positive depth is
entered
. This means that the tool moves at rapid
traverse in the tool axis to set-up clearance
below
the workpiece surface!
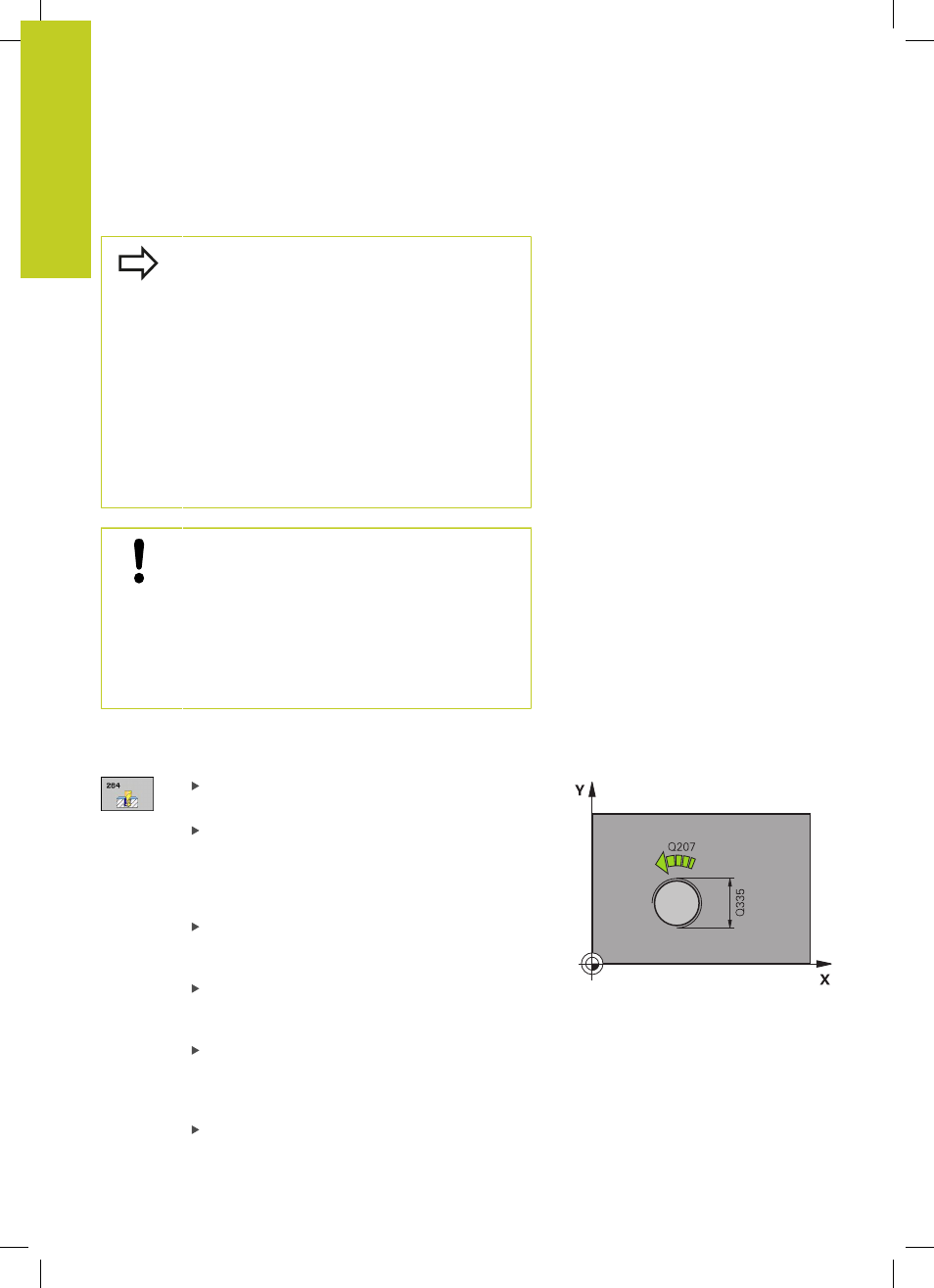
Cycle parameters
Nominal diameter Q335: Nominal thread diameter.
Input range 0 to 99999.9999
Thread pitch Q239: Pitch of the thread. The
algebraic sign differentiates between right-hand and
left-hand threads:
+
= right-hand thread
–
= left-hand thread Input range -99.9999 to 99.9999
Thread depth Q201 (incremental): Distance
between workpiece surface and root of thread.
Input range -99999.9999 to 99999.9999
Total hole depth Q356 (incremental): Distance
between workpiece surface and bottom of hole.
Input range -99999.9999 to 99999.9999
Feed rate for pre-positioning Q253: Traversing
speed of the tool when moving in and out of the
workpiece, in mm/min. Input range 0 to 99999.9999
alternatively
FMAX, FAUTO
Climb or up-cut Q351: Type of milling operation
with M3
+1
= climb
–1
= up-cut