4 programming examples, Example: polar hole patterns, Programming examples – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 151: Programming examples 6.4
Programming Examples
6.4
6
TNC 320 | User's Manual Cycle Programming | 5/2013
151
6.4
Programming Examples
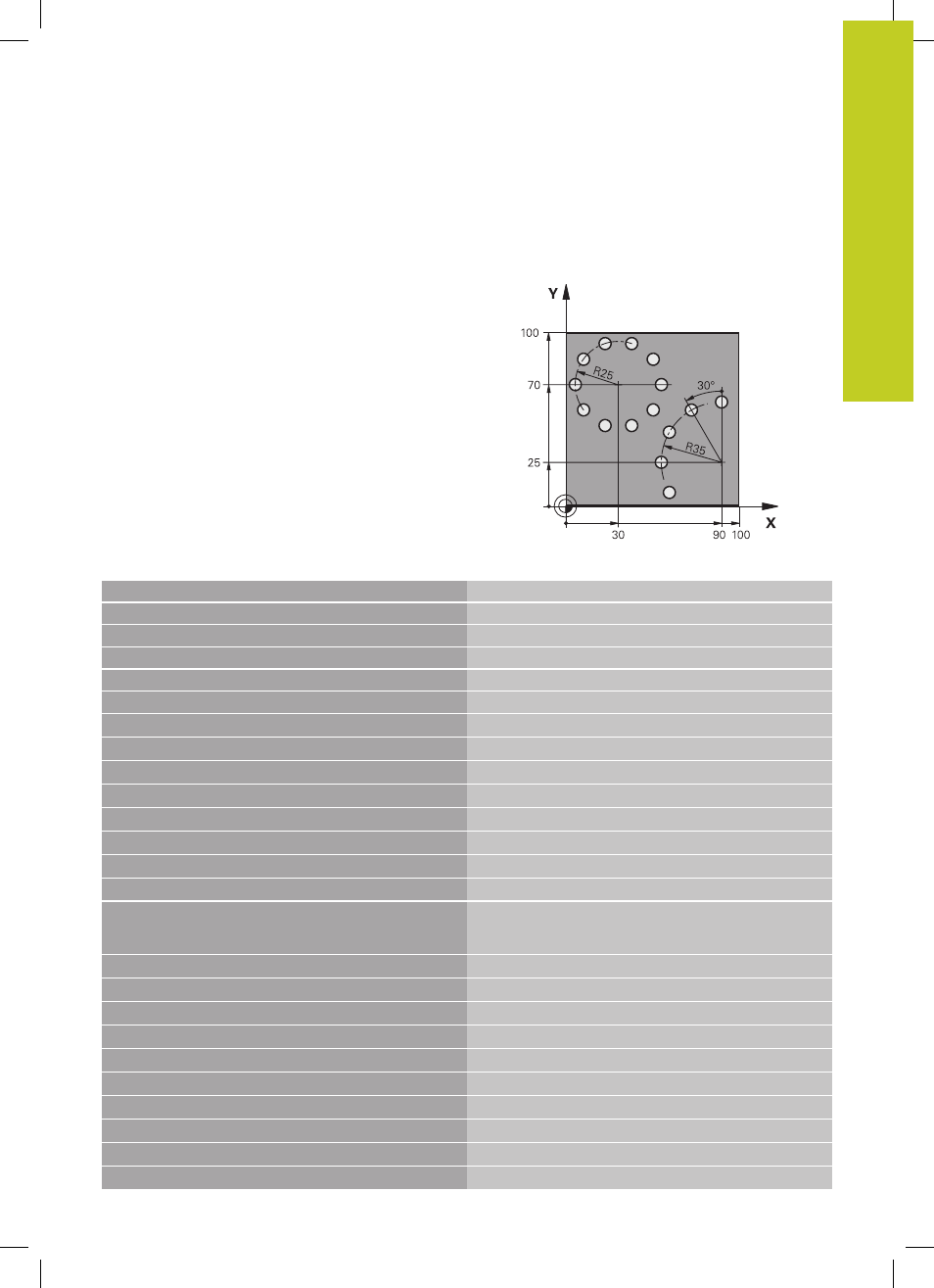
Example: Polar hole patterns
0 BEGIN PGM BOHRB MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definition of workpiece blank
2 BLK FORM 0.2 Y+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Tool call
4 L Z+250 R0 FMAX M3
Retract the tool
5 CYCL DEF 200 DRILLING
Cycle definition: drilling
Q200=2
;SET-UP CLEARANCE
Q201=-15
;DEPTH
Q206=250
;FEED RATE FOR PLNGNG
Q202=4
;PLUNGING DEPTH
Q211=0
;DWELL TIME AT TOP
Q203=+0
;SURFACE COORDINATE
Q204=0
;2ND SET-UP CLEARANCE
Q211=0.25
;DWELL TIME AT BOTTOM
6 CYCL DEF 220 POLAR PATTERN
Define cycle for polar pattern 1, CYCL 200 is called
automatically; Q200, Q203 and Q204 are effective as
defined in Cycle 220.
Q216=+30
;CENTER IN 1ST AXIS
Q217=+70
;CENTER IN 2ND AXIS
Q244=50
;PITCH CIRCLE DIA.
Q245=+0
;STARTING ANGLE
Q246=+360
;STOPPING ANGLE
Q247=+0
;STEPPING ANGLE
Q241=10
;NR OF REPETITIONS
Q200=2
;SET-UP CLEARANCE
Q203=+0
;SURFACE COORDINATE
Q204=100
;2ND SET-UP CLEARANCE