HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 269
BASIC ROTATION over two holes (Cycle 401, DIN/ISO: G401) 14.3
14
TNC 320 | User's Manual Cycle Programming | 5/2013
269
2nd hole: Center in 2nd axis Q271 (absolute):
Center of the second hole in the minor axis of
the working plane. Input range -99999.9999 to
99999.9999
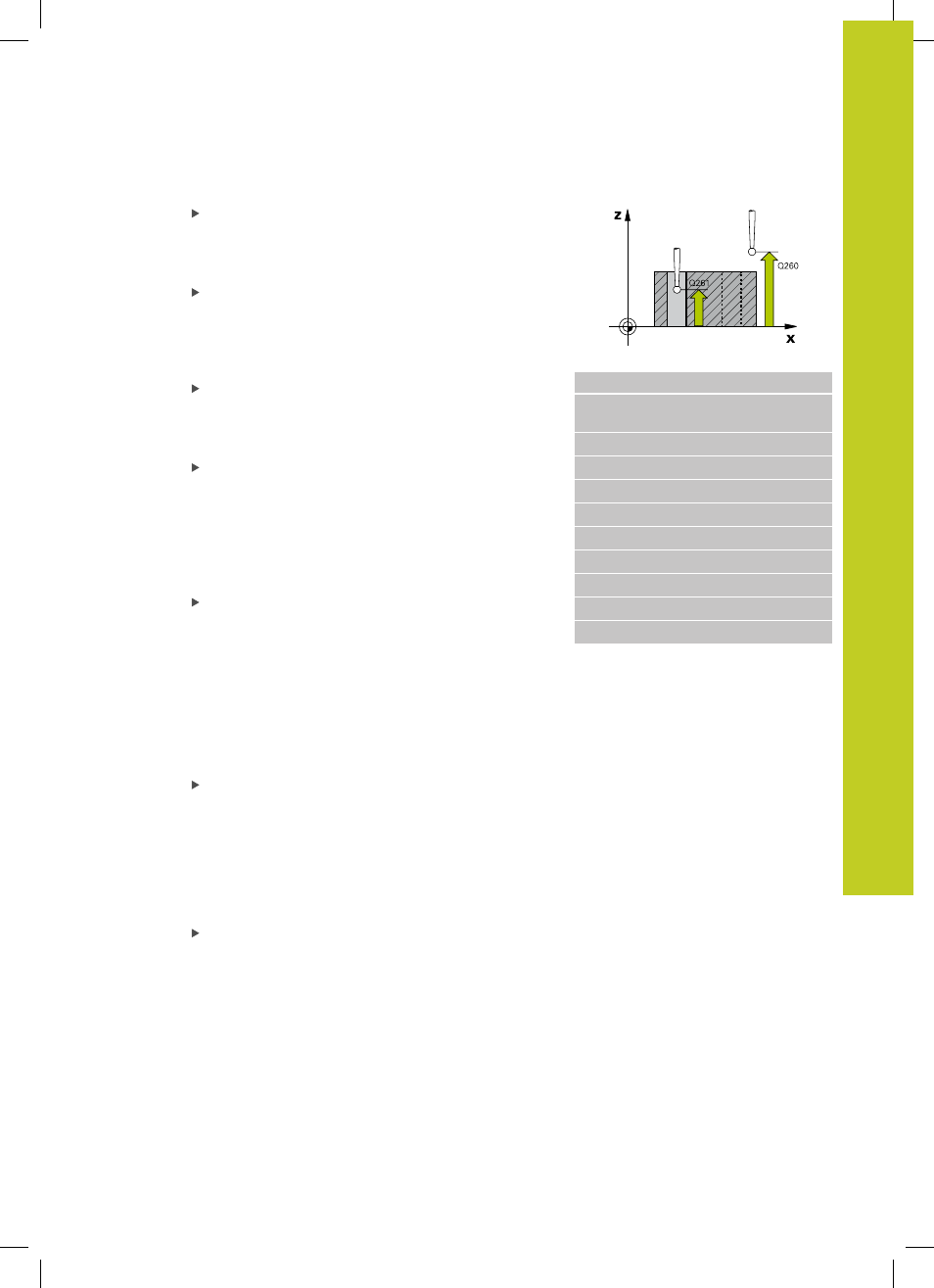
Measuring height in the touch probe axis Q261
(absolute): Coordinate of the ball tip center (=
touch point) in the touch probe axis in which
the measurement is to be made. Input range
-99999.9999 to 99999.9999
Clearance height Q260 (absolute): Coordinate in
the touch probe axis at which no collision between
touch probe and workpiece (fixtures) can occur.
Input range -99999.9999 to 99999.9999
Preset value for rotation angle Q307 (absolute):
If the misalignment is to be measured against a
straight line other than the reference axis, enter
the angle of this reference line. The TNC will
then calculate the difference between the value
measured and the angle of the reference line for the
basic rotation. Input range -360.000 to 360.000
Preset number in table Q305: Enter the preset
number in the table in which the TNC is to save the
determined basic rotation. If you enter Q305=0,
the TNC automatically places the determined
basic rotation in the ROT menu of the Manual
Operation mode. The parameter has no effect
if the misalignment is to be compensated by a
rotation of the rotary table (
Q402=1). In this case
the misalignment is not saved as an angular value.
Input range 0 to 2999
Compensation Q402: Define whether the TNC
should set the measured misalignment as basic
rotation or should align via rotating the rotary table:
0
: Set basic rotation
1
: Rotate the rotary table
If you specify rotating the rotary table, the TNC
does not save the measured misalignment, even if
you have defined a table row in parameter
Q305.
Set to zero after alignment Q337: Define whether
the TNC should set the display of the aligned rotary
axis to 0:
0
: Do not set the rotary axis display to 0 after
alignment
1
: Set the rotary axis display to 0 after alignment.
The TNC only sets the display to 0 if you have set
Q402=1.
NC blocks
5 TCH PROBE 401 ROT OF 2 HOLES
Q268=-37
;1ST CENTER IN 1ST
AXIS
Q269=+12
;1ST CENTER 2ND AXIS
Q270=+75
;2ND CENTER 1ST AXIS
Q271=+20
;2ND CENTER 2ND AXIS
Q261=-5
;MEASURING HEIGHT
Q260=+20
;CLEARANCE HEIGHT
Q307=0
;PRESET ROT. ANGLE
Q305=0
;NO. IN TABLE
Q402=0
;COMPENSATION
Q337=0
;ZERO RESET