Defining a single row – HEIDENHAIN TNC 320 (34055x-06) Cycle programming User Manual
Page 52
Using Fixed Cycles
2.3
PATTERN DEF pattern definition
2
52
TNC 320 | User's Manual Cycle Programming | 5/2013
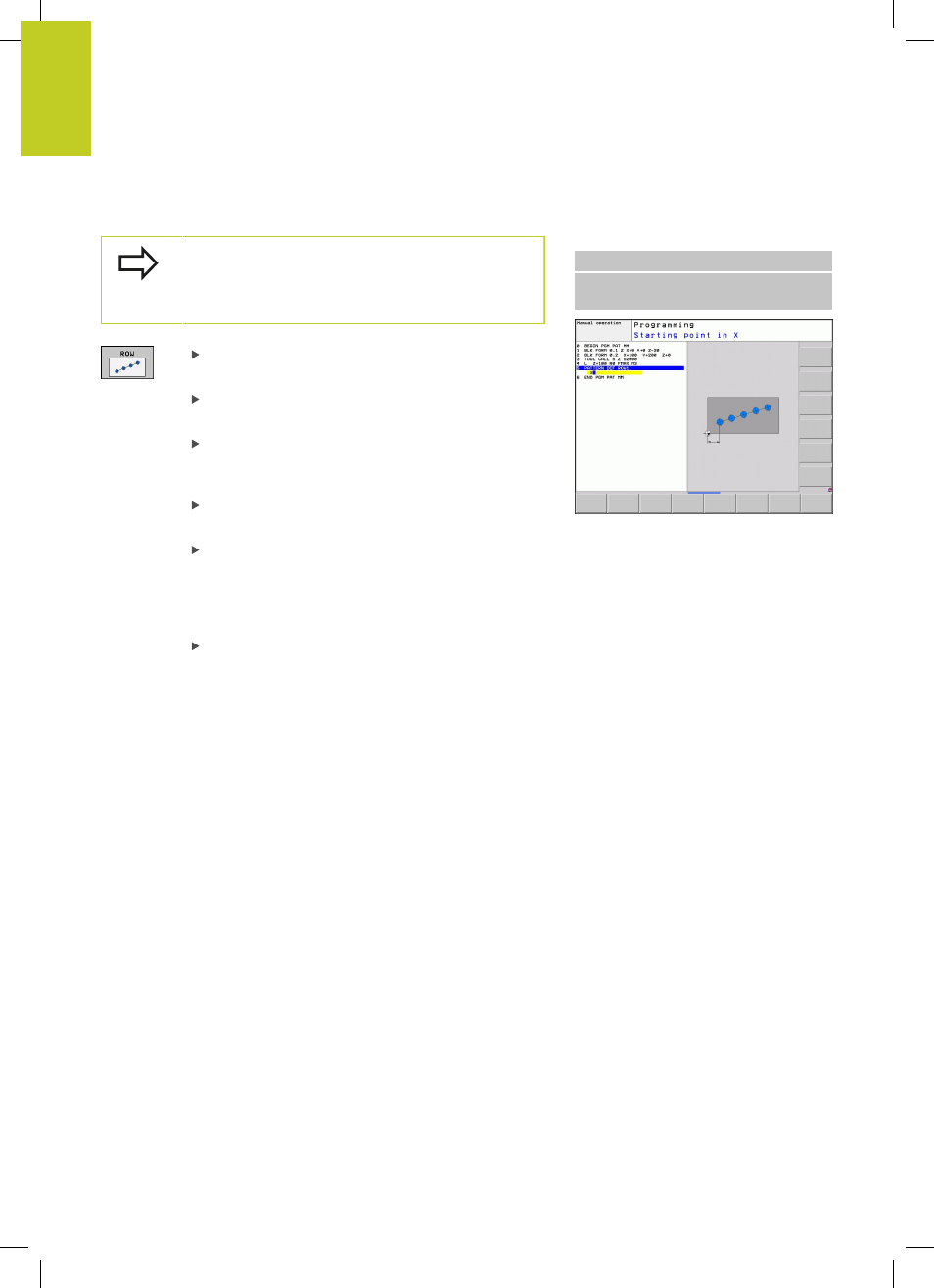
Defining a single row
If you have defined a
workpiece surface in Z not
equal to 0, then this value is effective in addition to
the workpiece surface
Q203 that you defined in the
machining cycle.
Starting point in X (absolute): Coordinate of the
starting point of the row in the X axis
Starting point in Y (absolute): Coordinate of the
starting point of the row in the Y axis
Spacing of machining positions (incremental):
Distance between the machining positions. You can
enter a positive or negative value
Number of repetitions: Total number of machining
operations
Rot. position of entire pattern (absolute):
Angle of rotation around the entered starting
point. Reference axis: Reference axis of the active
machining plane (e.g. X for tool axis Z). You can
enter a positive or negative value
Coordinate of workpiece surface (absolute): Enter
Z coordinate at which machining is to begin
NC blocks
10 L Z+100 R0 FMAX
11 PATTERN DEF ROW1
(X+25 Y+33.5 D+8 NUM5 ROT+0 Z+0)