Contour approach and departure, Starting and end positions, 2 contour approach and departure – HEIDENHAIN TNC 360 User Manual User Manual
Page 88
TNC 360
5-4
5
Programming Tool Movements
S
RL
A
RL
Fig. 5.3:
Starting position
S
for contour
approach
Fig. 5.4:
First contour point
A
for machin-
ing
A
R0
S
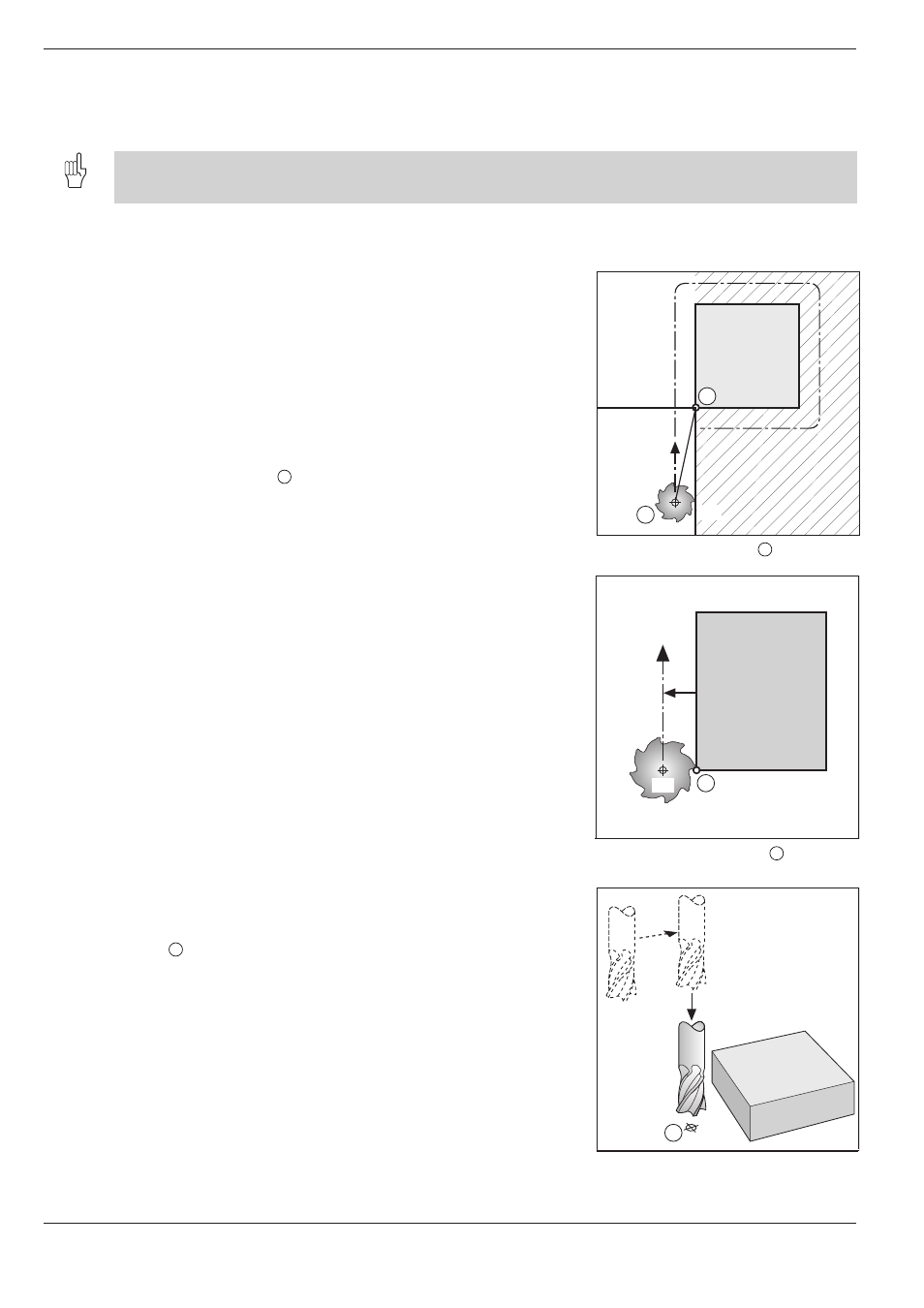
5.2 Contour Approach and Departure
An especially convenient way to approach and depart a workpiece is on a tangential arc. This is done with the
“corner rounding” function (RND) (see page 5-25).
Starting and end positions
Starting position
The tool moves from the starting position to the first contour point. The
starting position is programmed without radius compensation.
The starting position must be:
• approachable without collision
• near the first contour point
• located to prevent contour damage during workpiece approach
If you choose a starting position within the hatch marked area of Figure
5.3 the tool will damage the contour as it approaches the first contour
point.
The best starting position
S
lies on the extension of the tool path for
machining the first contour element.
First contour point
Workpiece machining starts at the first contour point. The tool moves on a
radius-compensated path to this point.
Approaching the starting point in the spindle axis.
The spindle moves to its working depth as it approaches the starting
position
S
.
If there is any danger of collision, move the spindle axis separately to the
starting position.
Example:
L
X ... Y ...
Positioning in X/Y
L
Z–10
Positioning in Z
Fig. 5.5:
Move the spindle axis separately if
there is any danger of collision