HEIDENHAIN TNC 360 User Manual User Manual
Page 153
7-19
TNC 360
7
Programming with Q Parameters
Continued...
Workpiece blank; define and insert tool
Assign the sphere data to the parameters
7.8
Example for exercise
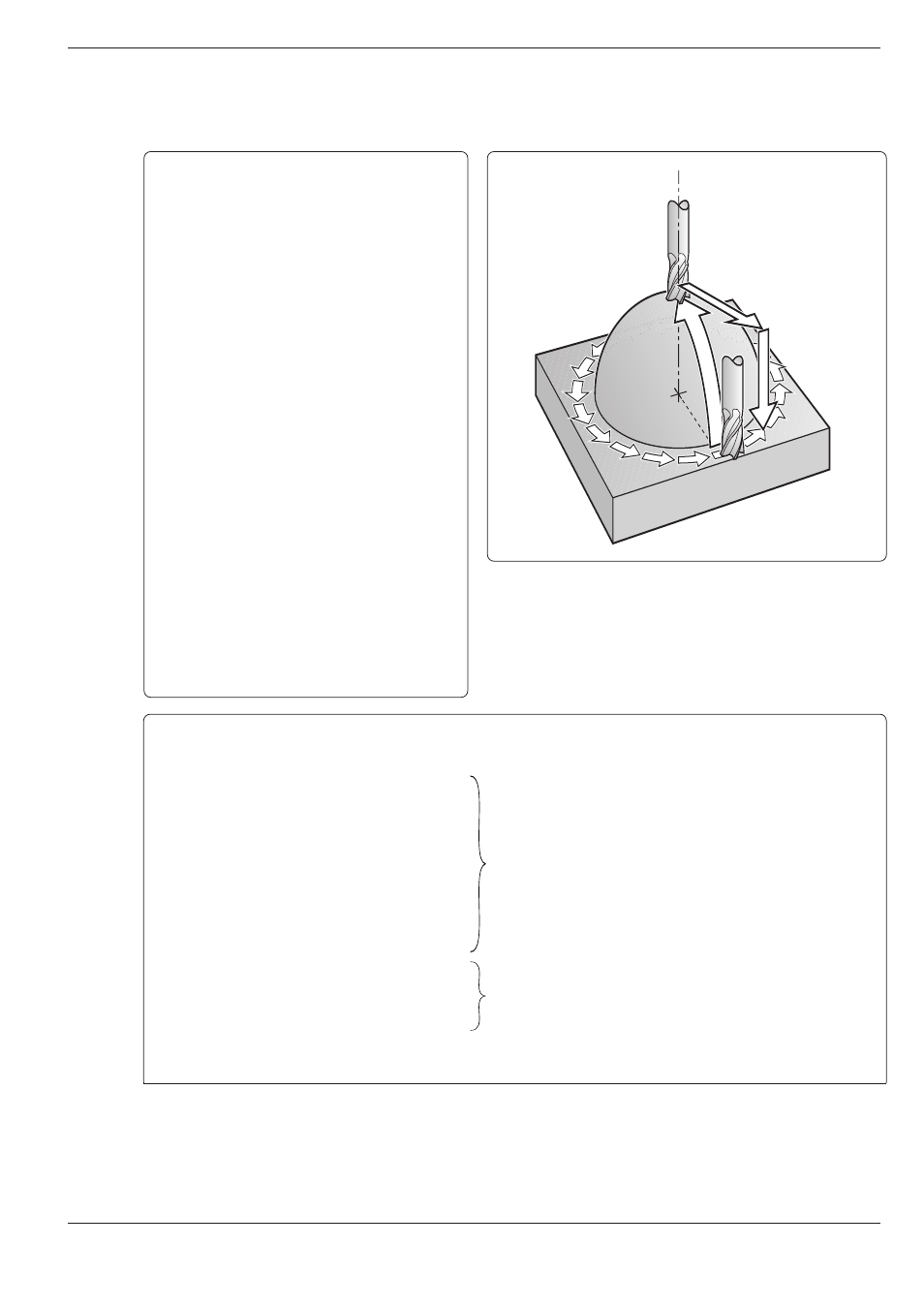
Three-dimensional machining (machining a hemisphere with an end mill)
Notes on the program:
• The tool moves upwards in the ZX plane.
• You can enter an oversize in block 12 (Q12)
if you want to machine the contour in
several steps.
• The tool radius is automatically compensated
with parameter Q108.
The program works with the following values:
• Solid angle:
Start angle
Q1
End angle
Q2
Increment
Q3
• Sphere radius
Q4
• Setup clearance
Q5
• Plane angle:
Start angle
Q6
End angle
Q7
Increment
Q8
• Center of sphere:
X coordinate Q9
Y coordinate Q10
• Milling feed rate
Q11
• Oversize
Q12
The parameters additionally defined in the
program have the following meanings:
• Q15:
Setup clearance above the sphere
• Q21:
Solid angle during machining
• Q24:
Distance from center of sphere
to center of tool
• Q26:
Plane angle during machining
• Q108: TNC parameter with tool radius
Part program
0
BEGIN PGM 360712 MM
1
FN 0: Q1
=
+ 90
2
FN 0: Q2
=
+ 0
3
FN 0: Q3
=
+ 5
4
FN 0: Q4
=
+ 45
5
FN 0: Q5
=
+ 2
6
FN 0: Q6
=
+ 0
7
FN 0: Q7
=
+ 360
8
FN 0: Q8
=
+ 5
9
FN 0: Q9
=
+ 50
10
FN 0: Q10 =
+ 50
11
FN 0: Q11 =
+ 500
12
FN 0: Q12 =
+ 0
13
BLK FORM 0.1 Z X+0 Y+0 Z–50
14
BLK FORM 0.2 X+100 Y+100 Z+0
15
TOOL DEF 1 L+0 R+5
16
TOOL CALL 1 Z S1000
17
L Z+100 R0 FMAX M6
18
CALL LBL 10 ...................................................... Subprogram call
19
L Z+100 R0 FMAX M2 ....................................... Retract tool; jump to beginning of program