Yx z – HEIDENHAIN TNC 360 User Manual User Manual
Page 127
TNC 360
6-4
6
Subprograms and Program Section Repeats
6.1
Subprograms
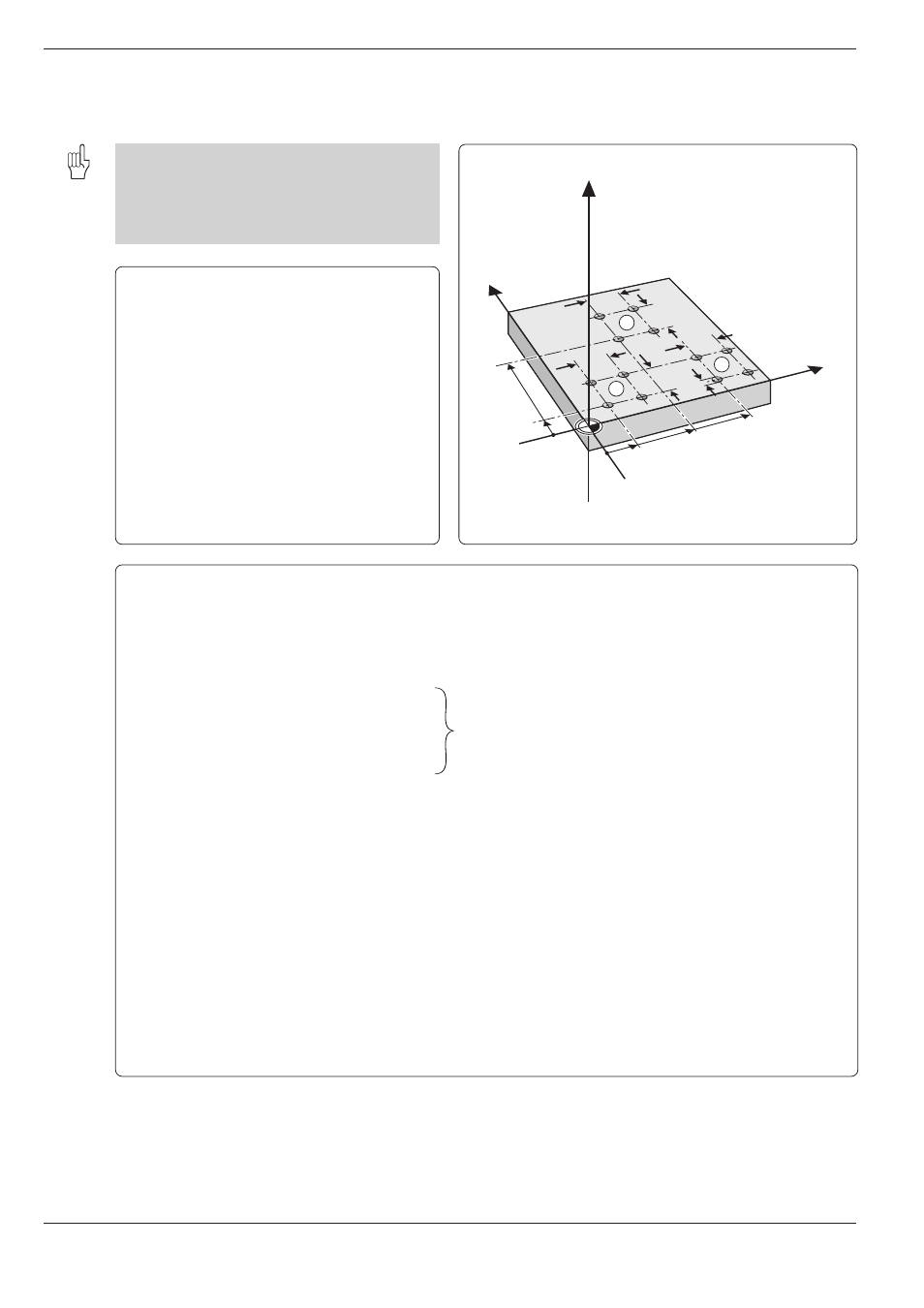
Example for exercise: Group of four holes at three different locations
The holes are drilled with cycle 1 PECK
DRILLING. You enter the setup clearance, feed
rate, drilling feed rate etc. once in the cycle.
You can then call the cycle with the
miscellaneous function M99 (see page 8-3).
Coordinates of the first hole in each group:
Group 1
X = 15 mm
Y = 10 mm
Group 2
X = 45 mm
Y = 60 mm
Group 3
X = 75 mm
Y = 10 mm
Spacing of holes:
IX = 20 mm
IY = 20 mm
Total hole depth (DEPTH):
Z = 10 mm
Hole diameter:
Ø
= 5 mm
Part Program
0
BEGIN PGM 360064 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2.5
4
TOOL CALL 1 Z S1000
5
CYCL DEF 1.0 PECK DRILLING
6
CYCL DEF 1.1 SETUP –2
7
CYCL DEF 1.2 DEPTH –10
8
CYCL DEF 1.3 PECKG –10
9
CYCL DEF 1.4 DWELL 0
10
CYCL DEF 1.5 F100
11
L Z+100 FMAX
12
L X+15 Y+10 R0 FMAX M6 ................................ Move to hole group 1, insert tool
13
L Z+2 FMAX M3 ................................................. Pre-position in the infeed axis
14
CALL LBL 1 ........................................................ Subprogram call (with block 14 the subprogram is executed
once)
15
L X+45 Y+60 FMAX ........................................... Move to hole group 2
16
CALL LBL 1 ........................................................ Subprogram call
17
L X+75 Y+10 FMAX ........................................... Move to hole group 3
18
CALL LBL 1 ........................................................ Subprogram call
19
L Z+100 FMAX M2 ............................................. Retract tool; return to program (M2):
............................................................................
The subprogram is entered after M2
20
LBL 1 .................................................................. Beginning of subprogram
21
L M99 ................................................................. Execute peck drilling cycle for first hole in group
22
L IX+20 FMAX M99 ............................................ Move to position for second hole and drill
23
L IY+20 FMAX M99 ............................................ Move to position for third hole and drill
24
L IX–20 FMAX M99 ............................................ Move to position for fourth hole and drill
25
LBL 0 .................................................................. End of subprogram
26
END PGM 360064 MM
Cycle definition PECKING (see page 8-5)
60
15
45
75
10
3
1
2
20
20
20
5
Y
X
Z
20
20