Example for exercise -14, 8 example for exercise – HEIDENHAIN TNC 360 User Manual User Manual
Page 148
TNC 360
7-14
7
Programming with Q Parameters
Part program
0
BEGIN PGM 360077 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
FN 0: Q1 = +50
4
FN 0: Q2 = +50
5
FN 0: Q3 = +90
6
FN 0: Q4 = +70
7
FN 0: Q5 = +15
8
FN 0: Q6 = +10
9
FN 0: Q7 = +200
10
TOOL DEF 1 L+0 R+5
11
TOOL CALL 1 Z S1000
12
L Z+100 R0 FMAX M6
13
FN4: Q13 = +Q3 DIV+2
14
FN4: Q14 = +Q4 DIV+2
15
FN4: Q16 = +Q6 DIV+4 ..................................... Rounding radius for tangential approach
16
FN4: Q17 = +Q7 DIV+2 ..................................... Feed rate in corners is half the rate for linear movement
17
L X+Q1 Y+Q2 R0 FMAX M3 .............................. Pre-position in X and Y (pocket center), spindle ON
18
L Z+2 FMAX ....................................................... Pre-position over workpiece
19
L Z–Q5 FQ7 ........................................................ Move to working depth Q5 (= –15 mm) with feed rate Q7
(=100)
20
L IX+Q13 Y+Q2 RL
21
RND RQ16 FQ17
22
L IY+Q14
23
RND RQ6 FQ17
24
L IX–Q3
25
RND RQ6 FQ17
26
L IY–Q4
27
RND RQ6 FQ17
28
L IX+Q3
29
RND RQ6 FQ17
30
L IY+Q14
31
RND RQ16 FQ17
32
L X+Q1 Y+Q2 R0 FMAX
33
L Z+100 FMAX M2 ............................................. Retract tool
34
END PGM 360077 MM
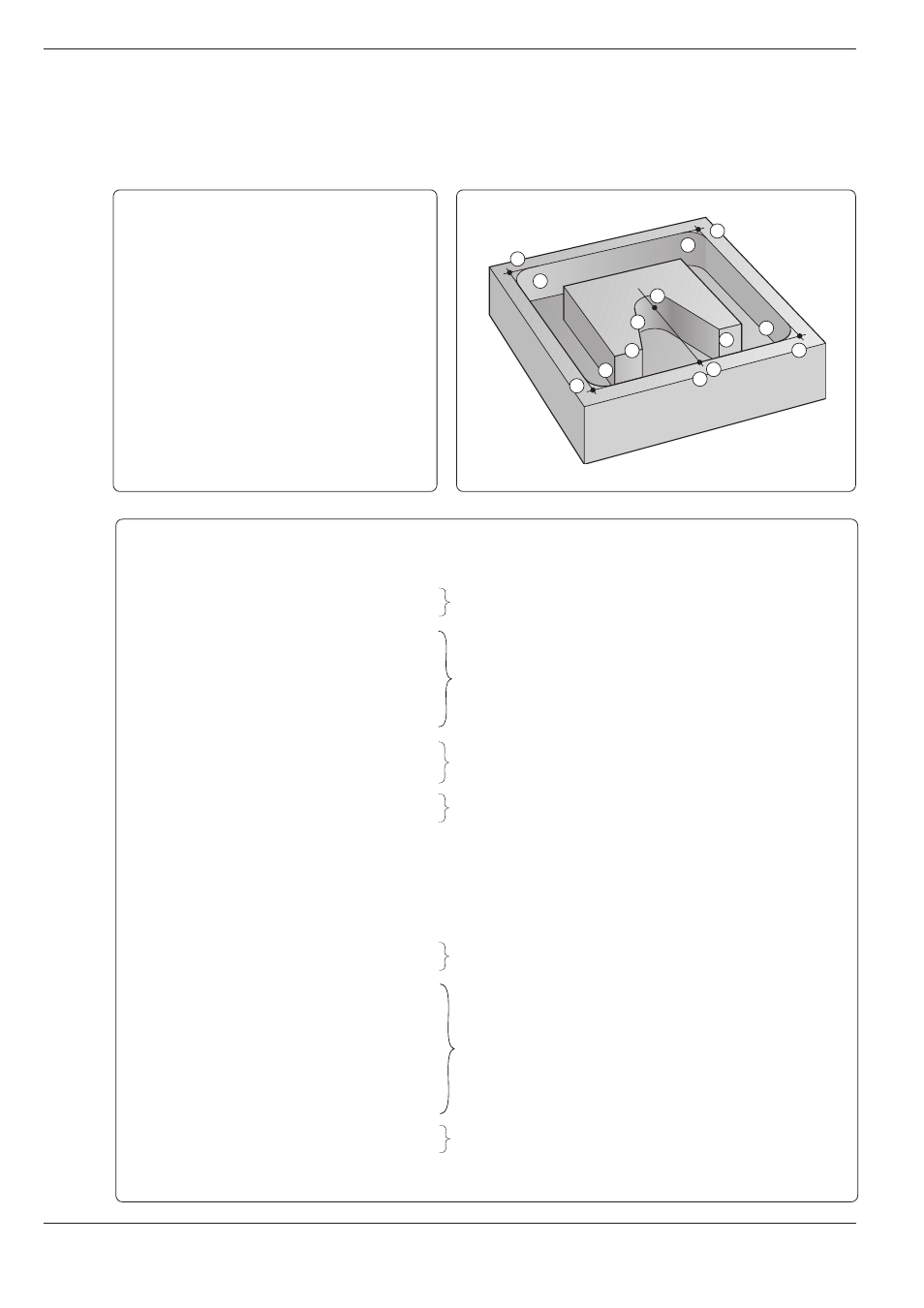
7.8 Example for Exercise
Rectangular pocket with corner rounding and tangential approach
Pocket center coordinates:
X = 50 mm (Q1)
Y = 50 mm (Q2)
Pocket length X = 90 mm
(Q3)
Pocket width
Y = 70 mm
(Q4)
Working depth Z = (–) 15 mm
(–Q5)
Corner radius
R = 10 mm
(Q6)
Milling feed
F = 200 mm/min (Q7)
At the corners 21 and 31 the workpiece will be
machined slightly differently than shown in
the drawing!
23
25
27
29
17
28
26
24
22
20
30
31
32
21