Rigid tapping (cycle 17) – HEIDENHAIN TNC 360 User Manual User Manual
Page 162
8-9
TNC 360
8
Cycles
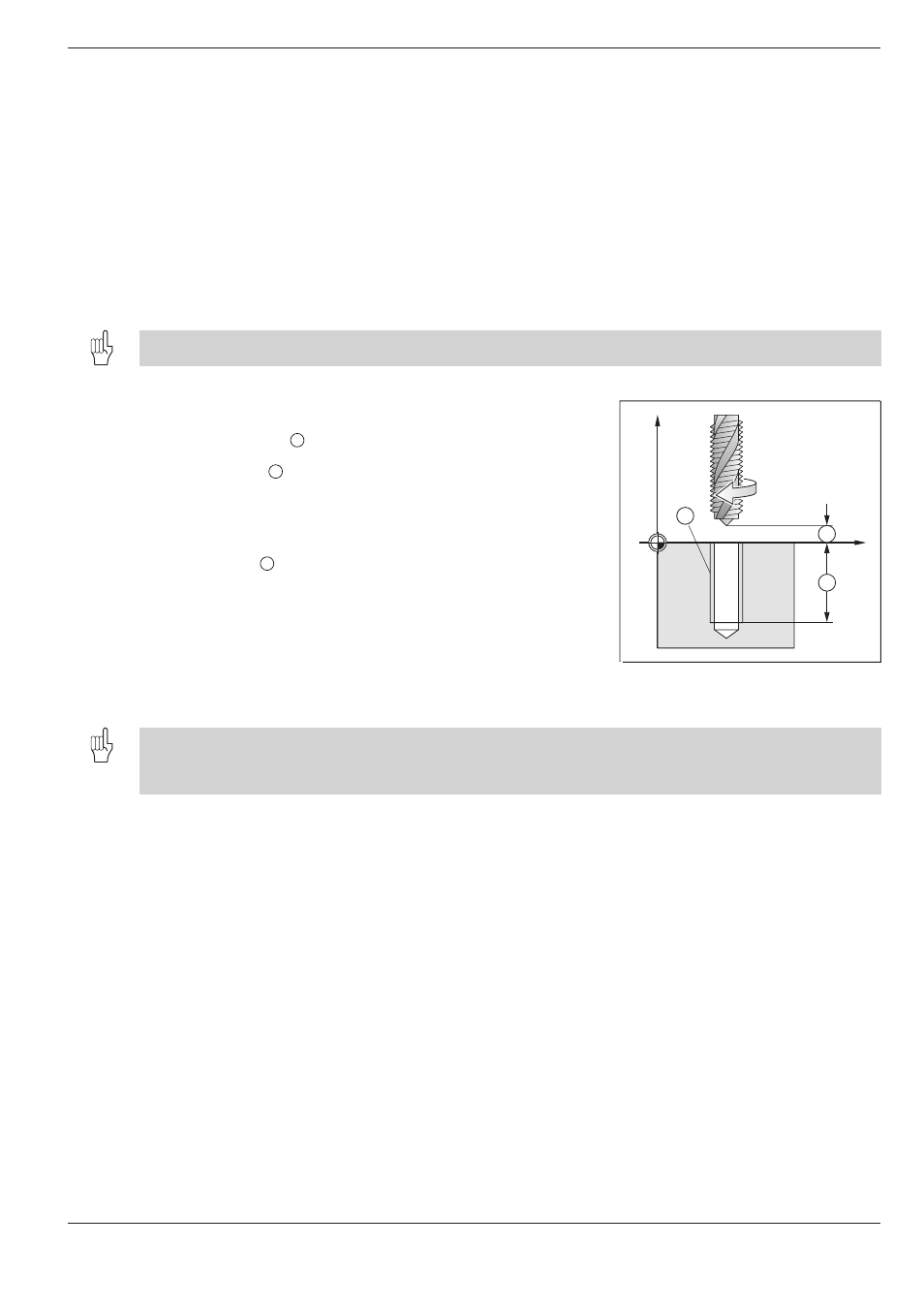
Fig. 8.3:
Infeeds and distances in the
ROUGH-OUT cycle
8.2
Simple Fixed Cycles
Z
X
A
B
C
RIGID TAPPING (Cycle 17)
Process
The thread is cut without a floating tap holder in one or several passes.
Advantages over tapping with a floating tap holder:
• Higher machining speeds
• Repeated tapping of the same thread; repetitions are made possible by
spindle orientation to the 0° position during cycle call
(depending on machine parameters)
• Increased traverse range of the spindle axis
Machine and control must be specially prepared by the machine manufacturer to enable rigid tapping.
Input data
• SETUP CLEARANCE
A
:
Distance between tool tip (starting position) and workpiece surface.
• TAPPING DEPTH
B
:
Distance between workpiece surface (beginning of thread) and
end of thread
The signs for setup clearance and thread pitch are the same and depend
on the working direction.
• THREAD PITCH
C
:
The sign differentiates between right-hand and left-hand threads:
+ = Right-hand thread
– = Left-hand thread
The control calculates the feed rate from the spindle speed. If the spindle speed override knob is turned during
tapping, the control automatically adjusts the feed rate accordingly. The feed rate override is disabled.