HEIDENHAIN TNC 360 User Manual User Manual
Page 138
TNC 360
7-4
7
Programming with Q Parameters
7.1
Q Parameters Instead of Numerical Values
–5
50
50
Y
X
Z
CC
Part program without Q parameters
0
BEGIN 360074 MM ............................................ Start of program
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Blank form definition
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 6 L+0 R+15 ...................................... Tool definition
4
TOOL CALL 6 Z S500 ......................................... Tool call
5
CC X+50 Y+50 .................................................... Coordinates of circle center CC
6
L Z+100 R0 FMAX M6 ....................................... Insert tool
7
L X+30 Y–20 FMAX ............................................ Pre-position tool
8
L Z–5 FMAX M3
9
L X+50 Y+0 RR F100 .......................................... Move to first compensation point with radius compensation
10
C X+50 Y+0 DR+ ................................................ Mill circular arc C around circle center CC; coordinates of end
point: X = +50 mm and Y = 0; positive direction of rotation
11
L X+70 Y–20 R0 FMAX
12
L Z+100 FMAX M2
13
END PGM 360074 MM ...................................... Retract tool and end program
Part program with Q parameters
0
BEGIN PGM 3600741 MM
1
FN 0: Q1 = +100 ................................................ Clearance height
2
FN 0: Q2 = +30 .................................................. Start pos. X
3
FN 0: Q3 = –20 ................................................... Start-End pos. Y
4
FN 0: Q4 = +70 .................................................. End pos. X
5
FN 0: Q5 = –5 ..................................................... Milling depth
6
FN 0: Q6 = +50 .................................................. Center point X
7
FN 0: Q7 = +50 .................................................. Center point Y
8
FN 0: Q8 = +50 .................................................. Circle starting point X
9
FN 0: Q9 = +0 .................................................... Circle starting point Y
10
FN 0: Q10 = +0 .................................................. Tool length L
11
FN 0: Q11 = +15 ................................................ Tool radius R
12
FN 0: Q20 = +100 .............................................. Milling feed rate F
13
BLK FORM 0.1.Z X+0 Y+0 Z–20
14
BLK FORM 0.2 X+100 Y+100 Z+0
15
TOOL DEF 1 L+Q10 R+Q11
16
TOOL CALL 1 Z S500
17
CC X+Q6 Y+Q7
18
L Z+Q1 R0 FMAX M6
19
L X+Q2 Y+Q3 F MAX
20
L Z+Q5 F MAX M3
21
L X+Q8 Y+Q9 RR FQ20
22
C X+Q8 Y+Q9 DR+
23
L X+Q4 Y+Q3 R0 FMAX
24
L Z+Q1 FMAX M2
25
END PGM 3600741 MM
Blocks 13 to 24:
Corresponding to blocks 1 to 12
from program 360074
Blocks 1 to 12:
Assign numerical values to the Q
parameters
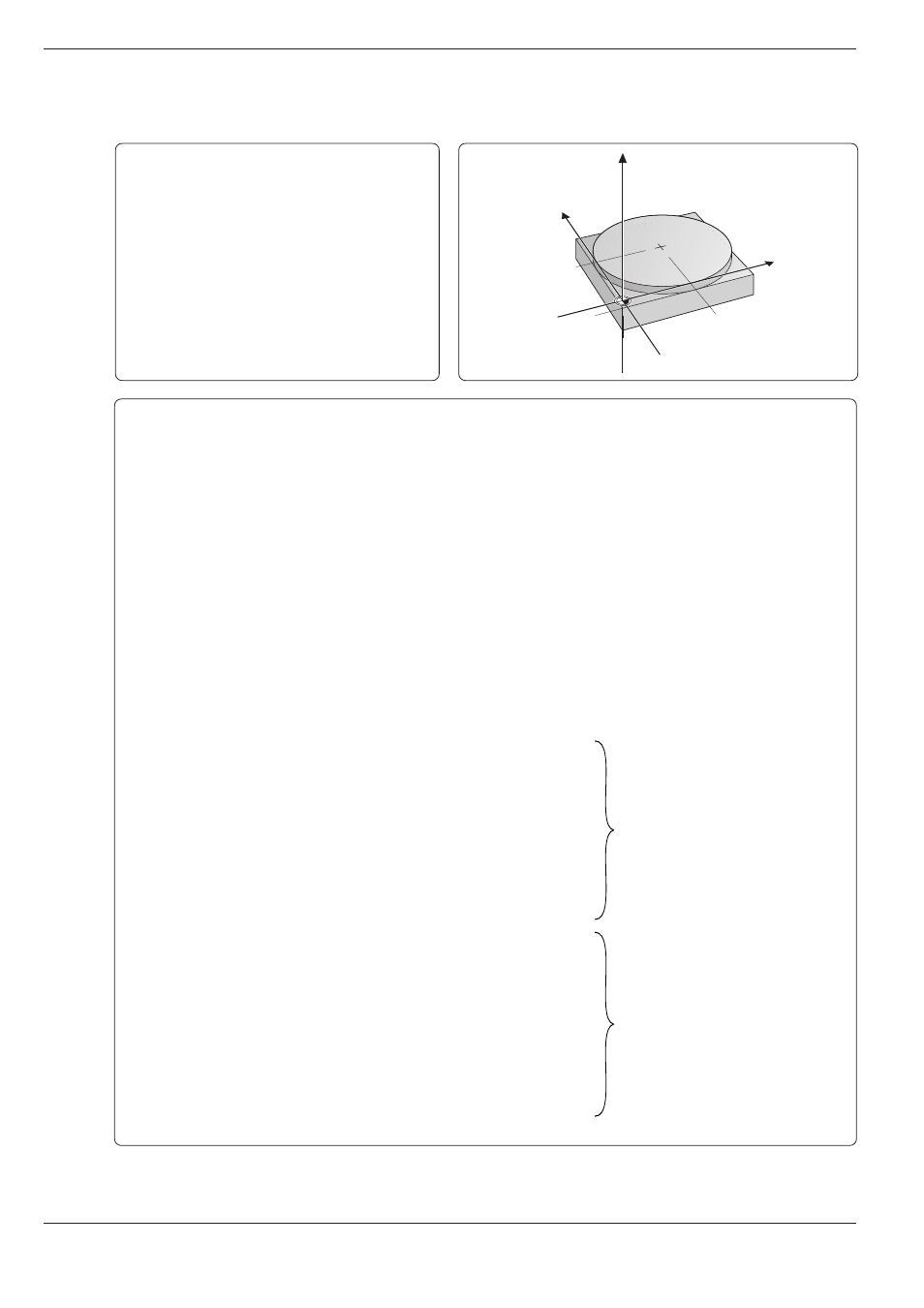
Example for exercise: Full circle
Circle center CC:
X
= 50 mm
Y
= 50 mm
Beginning and end
of circular arc C:
X
= 50 mm
Y
=
0 mm
Milling depth:
Z
= –5 mm
Tool radius:
R
= 15 mm