HEIDENHAIN TNC 360 User Manual User Manual
Page 133
TNC 360
6-10
6
Subprograms and Program Section Repeats
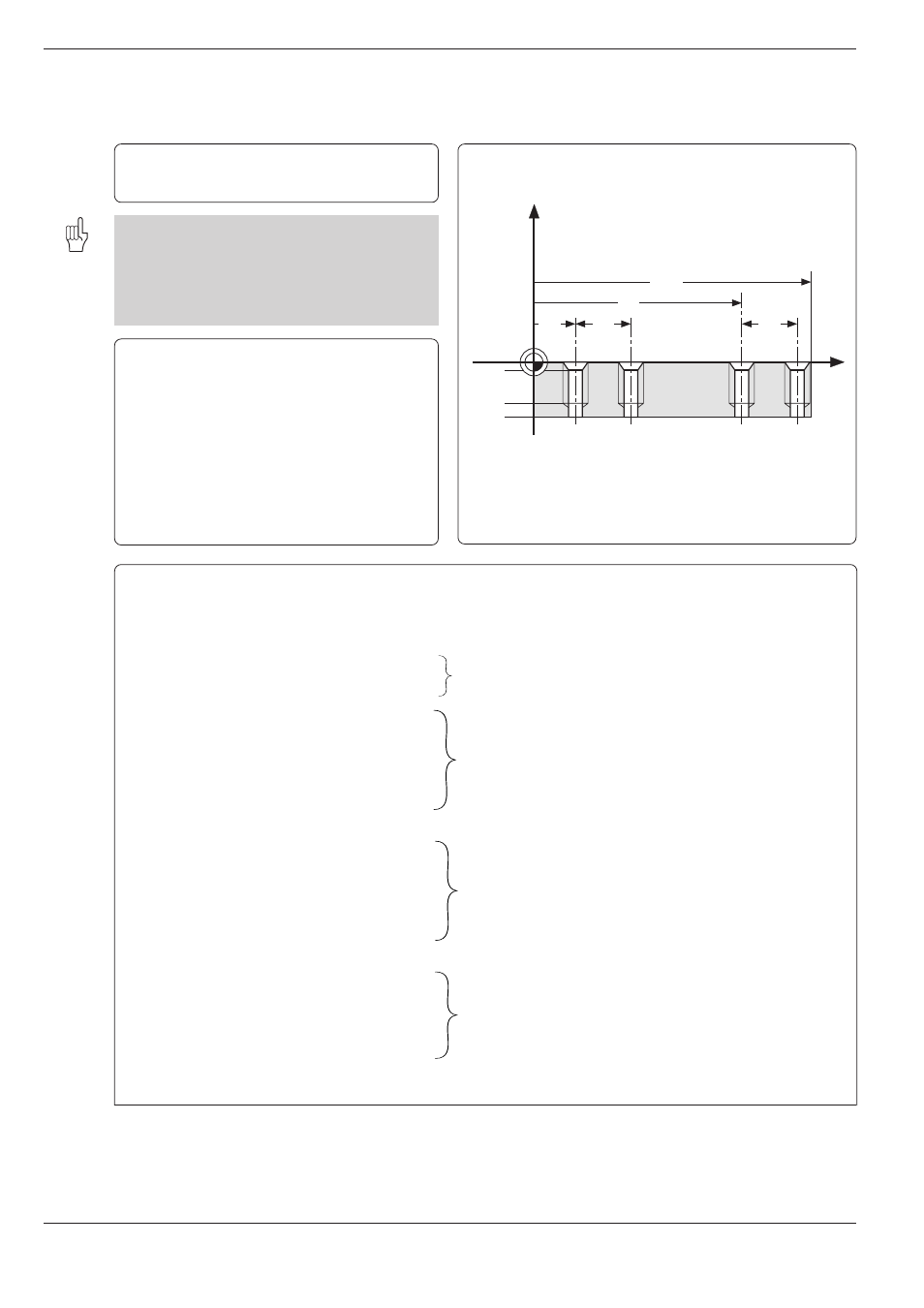
Cycle definition TAPPING
Cycle definition PECKING
Cycle definition PECKING for countersinking
Tool definition for countersinking (T35), peck drilling (T25) and
tapping (T30)
Z
X
–3
–15
–20
100
20
20
15
75
6.4
Nesting
Continued...
Example for exercise: Group of four holes at three positions (see page 6-4), but with three different tools
Machining sequence:
Countersinking – Drilling – Tapping
The drilling operation is programmed with cycle
1: PECK DRILLING (see page 8-5) and cycle 2:
TAPPING (see page 8-7). The groups of holes
are approached in one subprogram, and the
machining is performed in a second subprogram.
Coordinates of the first hole in each group:
1
X = 15 mm
Y = 10 mm
2
X = 45 mm
Y = 60 mm
3
X = 75 mm
Y = 10 mm
Spacing between
holes:
IX = 20 mm
IY = 20 mm
Hole data:
Countersinking
ZS =
3 mm
Ø = 7 mm
Drilling
ZT = 15 mm
Ø = 5 mm
Tapping
ZG = 10 mm
Ø = 6 mm
Part program
0
BEGIN PGM 3600610 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 25 L+0 R+2,5
4
TOOL DEF 30 L+0 R+3
5
TOOL DEF 35 L+0 R+3.5
6
CYCL DEF 1.0 PECKING
7
CYCL DEF 1.1 SETUP–2
8
CYCL DEF 1.2 DEPTH–3
9
CYCL DEF 1.3 PECKG–3
10
CYCL DEF 1.4 DWELL0
11
CYCL DEF 1.5 F100
12
TOOL CALL 35 Z S 500
13
CALL LBL 1 ........................................................ Call of subprogram 1
14
CYCL DEF 1.0 PECKING
15
CYCL DEF 1.1 SETUP–2
16
CYCL DEF 1.2 DEPTH–25
17
CYCL DEF 1.3 DEPTH–6
18
CYCL DEF 1.4 DWELL0
19
CYCL DEF 1.5 F50
20
TOOL CALL 25 Z S 1000
21
CALL LBL 1 ........................................................ Call of subprogram 1
22
CYCL DEF 2.0 TAPPING
23
CYCL DEF 2.1 SETUP–2
24
CYCL DEF 2.2 DEPTH–15
25
CYCL DEF 2.3 DWELL0
26
CYCL DEF 2.4 F100
27
TOOL CALL 30 Z S 250
28
CALL LBL 1 ........................................................ Call of subprogram 1
29
L Z+100 R0 FMAX M2 ....................................... Last program block, return jump