Z1 z2 – HEIDENHAIN TNC 360 User Manual User Manual
Page 137
7-3
TNC 360
7
Programming with Q Parameters
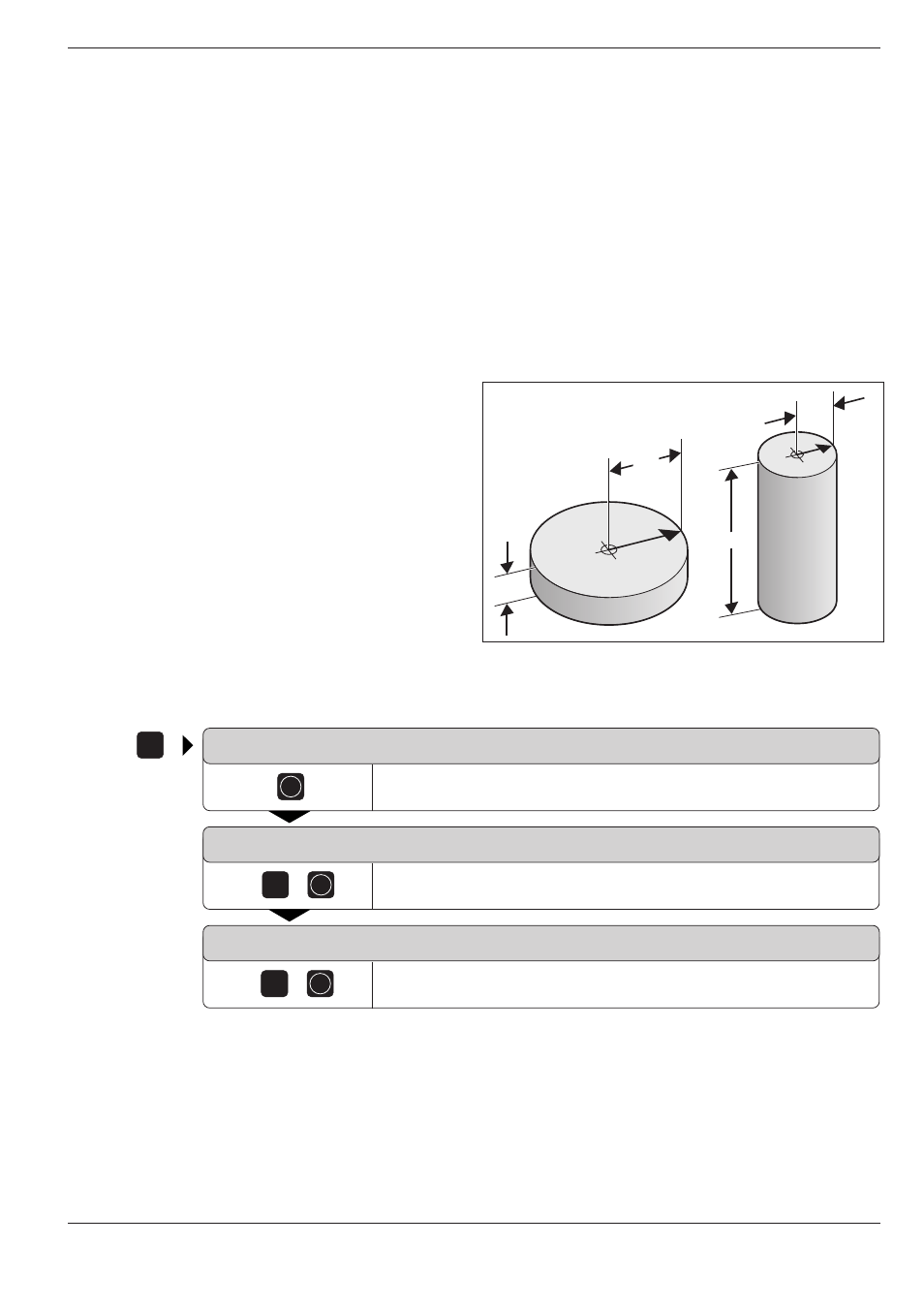
Fig. 7.2: Workpiece dimensions as Q parameters
e.g.
e.g.
6
5
ENT
7.1 Part Families — Q Parameters Instead of Numerical Values
The Q parameter function FN0: ASSIGN is used for assigning numerical
values to Q parameters.
Example: Q10 = 25
This enables you to enter variable Q parameters in the program instead of
numerical values.
Example: L X + Q10 (corresponds to L X + 25)
For part families, the characteristic workpiece dimensions can be pro-
grammed as Q parameters. Each of these parameters is then assigned a
different value when the parts are machined.
Example
Cylinder with Q parameters
Cylinder radius
R
=
Q1
Cylinder height
H
=
Q2
Cylinder Z1:
Q1 = +30
Q2 = +10
Cylinder Z2:
Q1 = +10
Q2 = +50
To assign numerical values to Q parameters:
FN0: ASSIGN
Open a new block with the function FN0: ASSIGN.
PARAMETER NUMBER FOR RESULT?
Enter Q parameter number.
FIRST VALUE / PARAMETER?
Enter value or another Q parameter whose value is to be assigned to
Q5.
Resulting NC block: FN0: Q5 = 6
The value to the right of the equal sign is assigned to the Q parameter to
the left.
Q2
Q2
Q1
Q1
Z1
Z2
ENT
ENT
Q
DEF