Pocket milling (cycle 4) – HEIDENHAIN TNC 426 (280 476) User Manual
Page 285
258
8 Programming: Cycles
8.4 Cy
cles f
or milling poc
k
e
ts, st
uds and slots
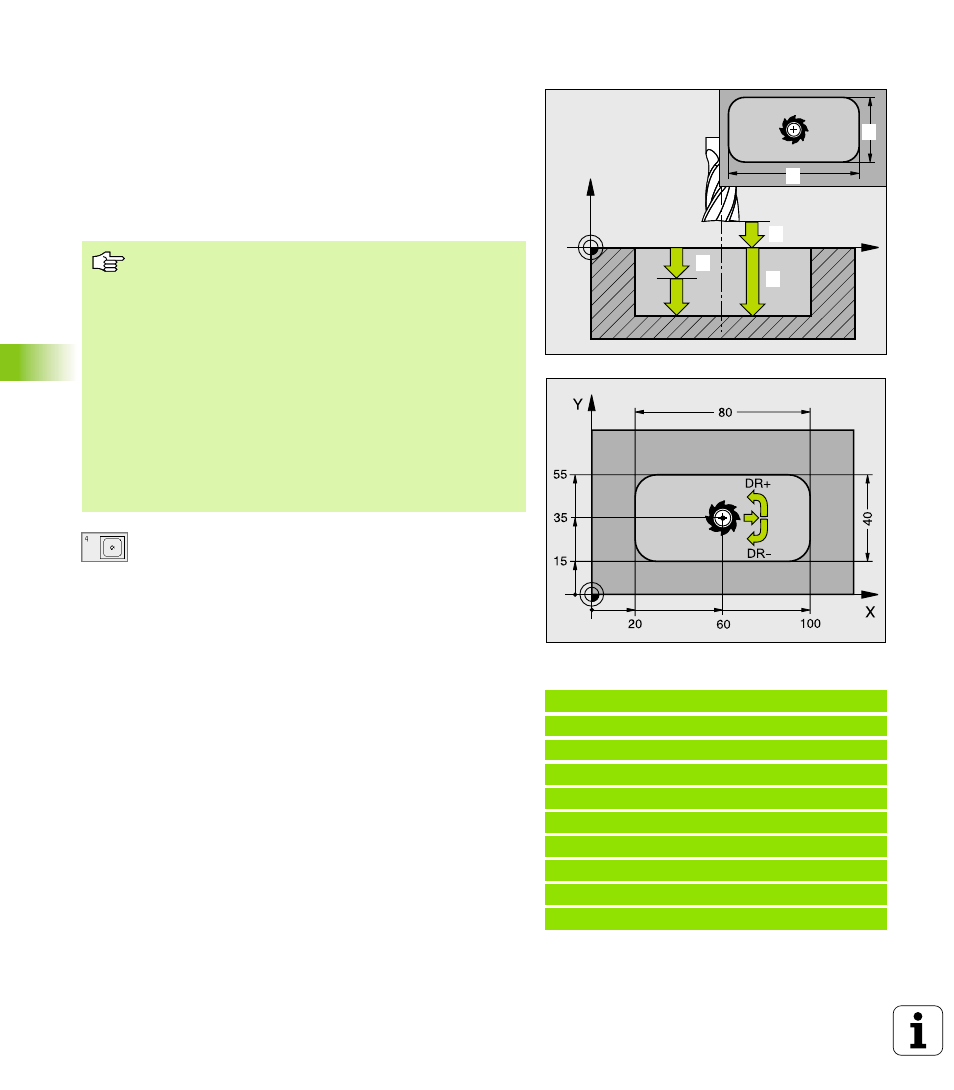
POCKET MILLING (Cycle 4)
1
The tool penetrates the workpiece at the starting position (pocket
center) and advances to the first plunging depth.
2
The cutter begins milling in the positive axis direction of the longer
side (on square pockets, always starting in the positive Y direction)
and then roughs out the pocket from the inside out.
3
This process (1 to 2) is repeated until the depth is reached.
4
At the end of the cycle, the TNC retracts the tool to the starting
position.
7
7
7
7
Set-up clearance
1
(incremental value): Distance
between tool tip (at starting position) and workpiece
surface
7
7
7
7
Depth
2
(incremental value): Distance between
workpiece surface and bottom of pocket
7
7
7
7
Plunging depth
3
(incremental value): Infeed per cut
The TNC will go to depth in one movement if:
n
the plunging depth is equal to the depth
n
the plunging depth is greater than the depth
7
7
7
7
Feed rate for plunging
: Traversing speed of the tool
during penetration
7
7
7
7
First side length
4
(incremental value): Pocket
length, parallel to the reference axis of the working
plane
7
7
7
7
2nd side length
5
: Pocket width
7
7
7
7
Feed rate F: Traversing speed of the tool in the
working plane
7
7
7
7
Clockwise
DR +: Climb milling with M3
DR –: Up-cut milling with M3
Example: NC blocks
11 L Z+100 R0 FMAX
12 CYCL DEF 4.0 POCKET MILLING
13 CYCL DEF 4.1 SET UP 2
14 CYCL DEF 4.2 DEPTH -10
15 CYCL DEF 4.3 PLNGNG 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIUS 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
11
12
13
14
15
Before programming, note the following:
This cycle requires a center-cut end mill (ISO 1641), or pilot
drilling at the pocket center.
Pre-position over the pocket center with radius
compensation R0.
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program DEPTH
= 0, the cycle will not be executed.
The following prerequisite applies for the 2nd side length:
2nd side length greater than [(2 x rounding radius) +
stepover factor k].