HEIDENHAIN TNC 426 (280 476) User Manual
Page 211
184
7 Programming: Miscellaneous functions
7.
4 Miscellaneous F
unctions f
o
r Cont
our
ing Beha
vior
Example NC blocks
The feed rate for plunging is to be 20% of the feed rate in the plane.
Feed rate in millimeters per spindle revolution:
M136
Standard behavior
The TNC moves the tool at the programmed feed rate F in mm/min.
Behavior with M136
With M136, the TNC does not move the tool in mm/min, but rather at
the programmed feed rate F in millimeters per spindle revolution. If
you change the spindle speed by using the spindle override, the TNC
changes the feed rate accordingly.
Effect
M136 becomes effective at the start of block.
You can cancel M136 by programming M137.
...
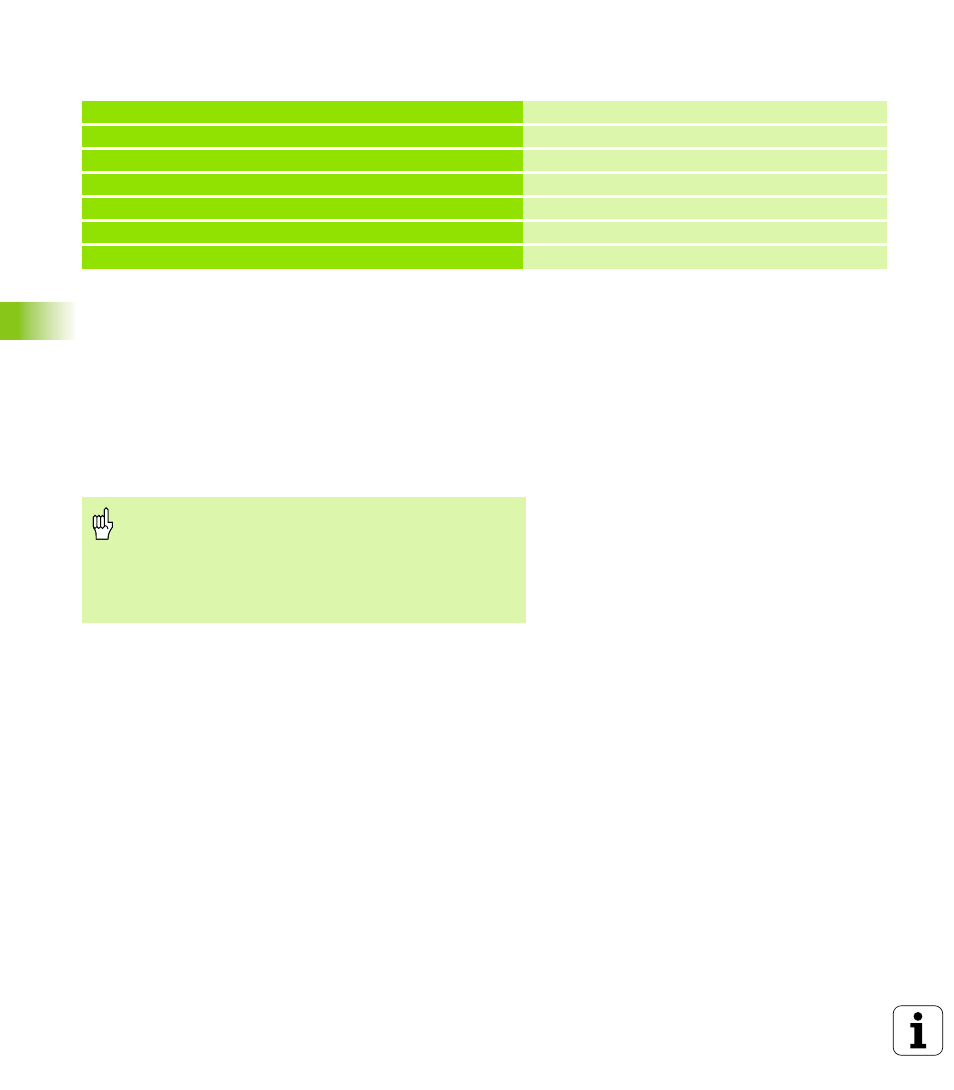
Actual contouring feed rate (mm/min):
17 L X+20 Y+20 RL F500 M103 F20
500
18 L Y+50
500
19 L IZ–2.5
100
20 L IY+5 IZ–5
141
21 L IX+50
500
22 L Z+5
500
With the introduction of software 280 476-xx, the unit of
measure used for miscellaneous function M136 has
changed from µm/rev. to mm/rev. If you are using
programs in which you have programmed M136 and
which you have written on a previous TNC software, you
need to reduce the value entered for the feed rate by the
factor 1000.