HEIDENHAIN TNC 306 Service Manual User Manual
Page 122
HEIDENHAIN Service
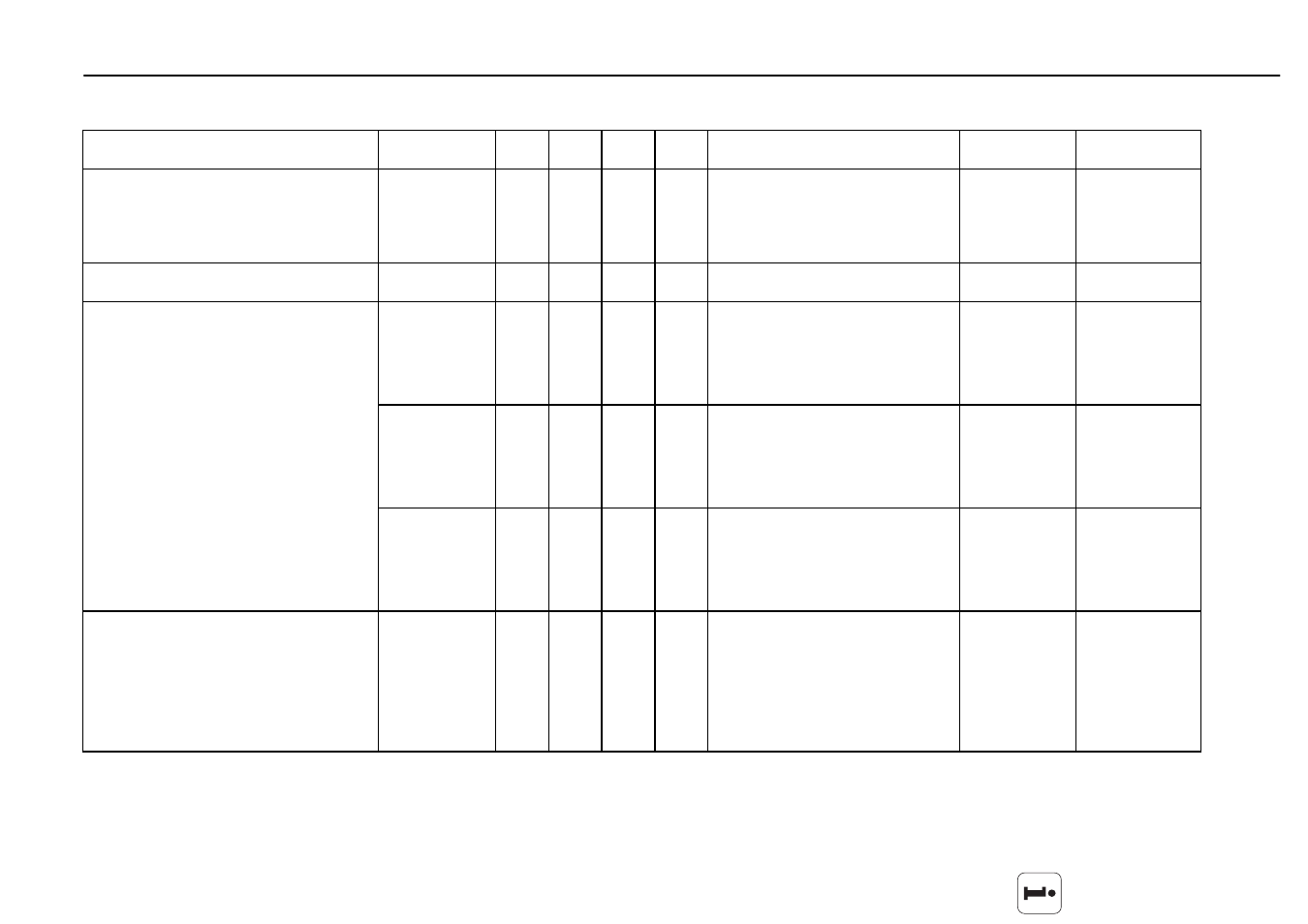
Function
MP
TNC
TNC
.NC
CNC
Input
= TNC 355
AE-6
No.
Bit
2500 360
306
234
MP
Bit
Input Value
Waiting time before switching off
the residual nom. value voltage, if
the error message "Positioning
Error" is displayed
1150
I04
0 to 65.535 [s]
185
0
Automatic cyclic offset adjustment
1220
1 to 65 535 [s]
252
0
Reference mark approach
Traverse direction for ref. mark
approach
X
Y
Z
IV
1320
0
1
2
3
0 =
positive
+1 =
X-axis negative
+2 =
Y-axis negative
+4 =
Z-axis negative
+8 =
IV. axis negative
16
17
18
19
0
Speed for ref. mark approach
X
Y
Z
IV
1330.0
1330.1
1330.2
1330.3
linear axis:
80 to 30 000 [mm/min]
rotary axis:
80 to 30 000 [°/mm]
8
9
10
11
10 000
10 000
10 000
10 000
Speed when leaving the reference
end position
(only with rotary encoders
MP1350 = 2)
X
Y
Z
IV
1331.0
1331.1
1331.2
1331.3
linear axis:
80 to 500 [mm/min]
rotary axis:
80 to 500 [°/min]
-------
500
500
500
500
Axis sequence for ref. mark
traverse
1. axis
2. axis
3. axis
4. axis
1340.0
1340.1
1340.2
1340.3
0 =
no ref. mark traverse
1 =
X
2 =
Y
3 =
Z
4 =
IV
59
1
2
3
4
R.H. TNC 306/335/360/2500
1.0 CNC 234/306
19.07.93 26.2
7