Vicor VI-J00 Family DC-DC Converters and Configurable Power Supplies User Manual
Page 86
Design Guide & Applications Manual
For VI-200 and VI-J00 Family DC-DC Converters and Configurable Power Supplies
VI-200 and VI-J00 Family Design Guide
Rev 3.5
vicorpower.com
Page 85 of 98
Apps. Eng. 800 927.9474
800 735.6200
23. Recommended Soldering Methods,
Tin Lead Pins, and InMate Sockets
Since there are so many factors that influence soldering
time, listing actual times is difficult. In general, it is
recommended that the joint be examined post-process to
ensure a quality soldering joint. If necessary, different
parameters can then be varied in order to ensure a solid
process. The soldering times listed in Table 23–1 can be
used as a guideline for establishing more application and
process-specific parameters. Below are some recommen-
dations for general practice:
1.
Do not run tip temperature above 750°F (400°C)
because it will greatly increase the risk of damaging
the pads, traces, printed circuit board, or Vicor power
module. Check with the printed circuit board
manufacturer for any additional recommendations
with regards to temperature.
2.
Apply the soldering iron to one side of the pin and
pad and apply the solder to the other, allowing the
heat from the pin and pad to melt the solder. Do not
apply solder to the soldering iron and subsequently
attempt to transfer it to the pad and pin. Melting the
solder by applying it directly to the soldering iron does
not guarantee adequate wetting on the joint and is
not considered good technique.
3.
Do not apply excessive pressure with the soldering
iron to the printed circuit board, barrel, or pad. This
could result in breaking a trace, dislodging a barrel or
damaging the PCB, which becomes noticeably softer
when heated.
4.
Do not apply the soldering iron to a connection for an
extended period of time or damage to the module
could result. If the soldering times exceed the upper
limit listed in Table 23–1, consider using a larger tip or
a higher power soldering iron.
5.
Make sure PCB pads and holes are clean prior to
soldering.
6.
Solders with no-clean flux may be used to facilitate
soldering.
7.
Keep the tip of the soldering iron clean and free from
resin. Apply a small amount of solder directly to the
tip of the iron. This process is known as tinning.
8.
Be careful not to jar the module or PCB while the
solder is cooling. This could result in a cold solder
joint, a void in the barrel, or a cracked joint.
9.
If it is necessary to re-solder a joint, remove all
existing solder from the pad and pin prior to
reapplying solder.
10. Use of a soldering gun is not recommended for
soldering Vicor modules.
11. It is not recommended that Maxi, Mini, Micro module
pins be trimmed under any circumstances.
12. The caps of the InMate socket are designed to repel
solder. It is normal for this surface to be free of solder.
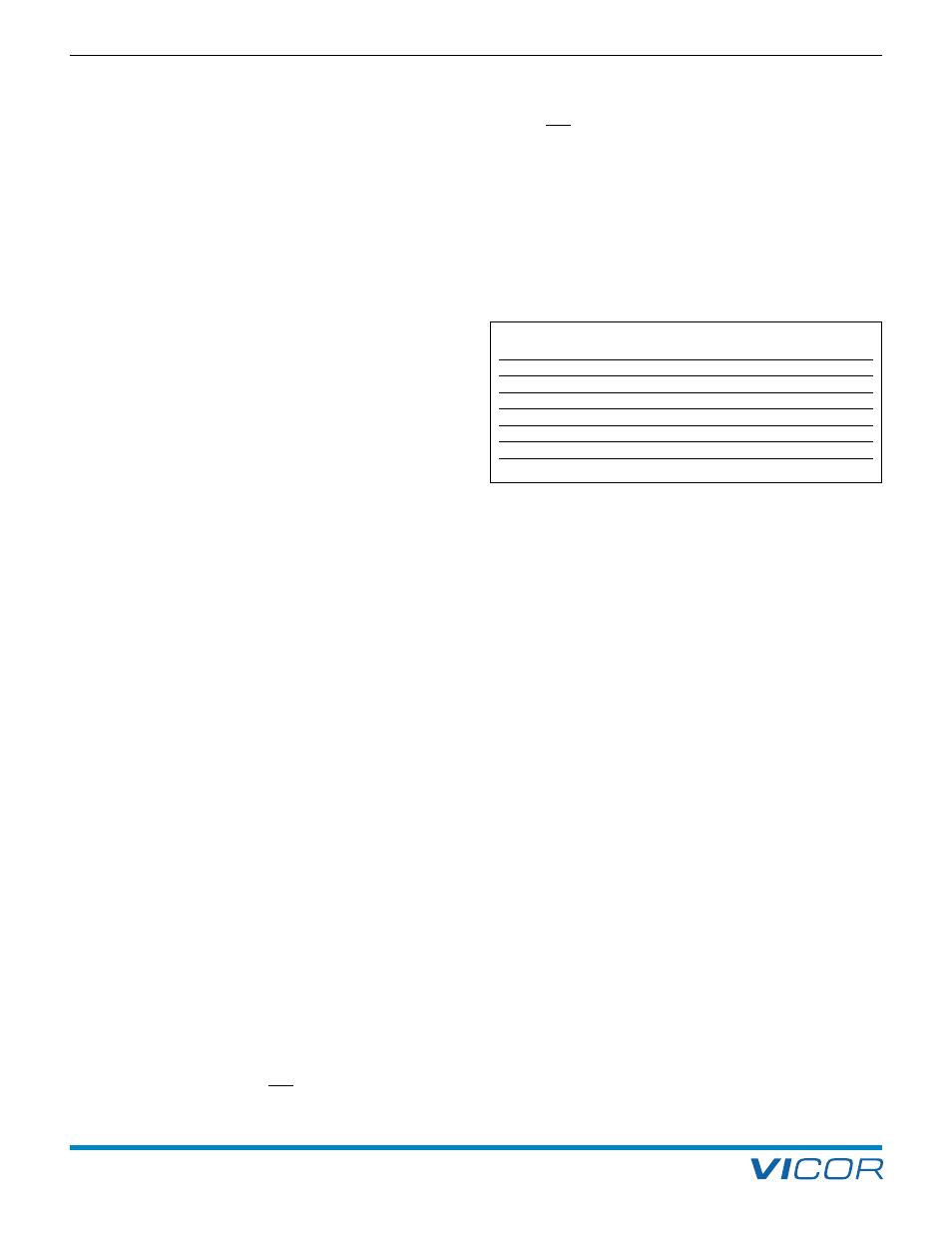
As a procedural benchmark, given a 750°F (400°C)
temperature on a 60 W iron with a 0.19 in (3 mm) tip,
approximate times to solder a Vicor power module to a
0.062 (1,5 mm) thick PCB board with an appropriately
sized copper trace would be in the range of Table 14–1.
Again, please note that soldering for significantly longer
periods of time than the time listed above could result in
damage to the module. The time listed in Table 23–1 should
not be used without verifying that the times will produce
a quality soldering joint as defined in the previous sections.
Wave Soldering. Vicor modules achieve an adequate
solder connection on a wave soldering machine with
conveyor speeds from three to seven feet per minute. As
with hand soldering, times and parameters vary with the
properties of the PCB and copper traces. As a standard
benchmark the parameters below may be used. As with
hand-soldered boards, the results should be examined to
ensure a quality soldering joint and a sound process.
Wave Soldering Profile.
1. Bottom-side preheaters: Zone 1: 650°F (343°C),
Zone 2: 750°F ( 398°C)
2. Top-side preheaters: 203 – 248°F (95 – 120°C)
3. Wave temperature: 500°F (260°C)
4. Wave type: 4.25 in (107,9 mm) standard laminar wave
Preheating of the PCB is generally required for wave
soldering operations to ensure adequate wetting of the
solder to the PCB. The recommended temperature for PCB
topside is 203 – 248°F (95 – 120°C) prior to the molten
wave. Thick, multilayer PCBs should be heated toward the
upper limit of this range, while simple two-layer PCBs
should be heated to the lower limit. These parameters are
consistent with generally accepted requirements for
circuit-card assembly.
Converter Family
Pin Type
Soldering
Time (range)
VI-200 / VI-J00
Signal
3 – 5 seconds
VI-200
Power
5 – 8 seconds
VI-J00
Power
4 – 7 seconds
Maxi / Mini / Micro
Signal
3 – 5 seconds
Maxi
Power
5 – 8 seconds
Mini
Power
4 – 7 seconds
Micro
Power
3 – 5 seconds
Table 23–1 — Recommended pin soldering times for Vicor modules