Vicor VI-J00 Family DC-DC Converters and Configurable Power Supplies User Manual
Page 81
Design Guide & Applications Manual
For VI-200 and VI-J00 Family DC-DC Converters and Configurable Power Supplies
VI-200 and VI-J00 Family Design Guide
Rev 3.5
vicorpower.com
Page 80 of 98
Apps. Eng. 800 927.9474
800 735.6200
22. Recommended Soldering Methods, Lead Free Pins (RoHS)
8.
Be careful not to jar the module or PCB while the
solder is cooling. This could result in a cold solder
joint, a void in the barrel, or a cracked joint.
9.
If it is necessary to re-solder a joint, remove all existing
solder from the pad and pin before reapplying solder.
10. Use of a soldering gun is not recommended for
soldering Vicor modules.
11. It is not recommended that Maxi / Mini / Micro module
pins be trimmed under any circumstances.
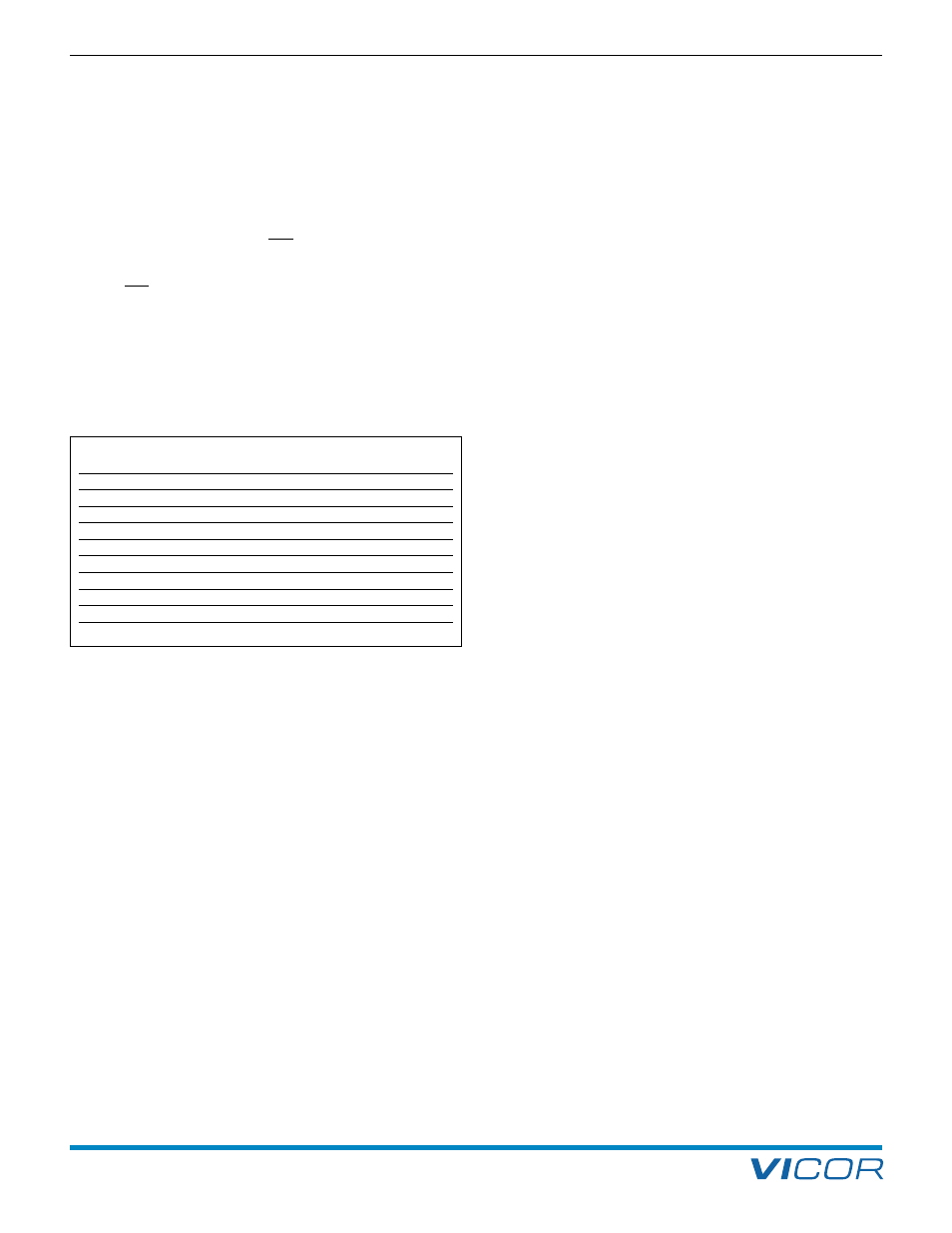
As a procedural benchmark, given an 800°F (427ºC)
temperature on a 60 W iron with a 3 mm tip, approximate
times to solder a Vicor power module to a 0.062 (1,5 mm)
thick PCB board with an appropriately sized copper trace
would be in the range of Table 22–1.
Again, please note that soldering for significantly longer
periods of time than those listed above could result in
damage to the module. Table 22–1 should not be used
without verifying that the times will produce a quality
soldering joint as defined in the previous sections.
Wave Soldering. Vicor modules achieve an adequate
solder connection on a wave-soldering machine with
conveyor speeds from three to seven feet per minute. As
with hand soldering, times and parameters vary with the
properties of the PCB and copper traces. As a standard
benchmark, the parameters below may be used. As with
hand-soldered boards, the results should be examined to
ensure a quality soldering joint and a sound process.
Wave Soldering Profile.
1. Bottom-side preheaters: Zone 1: 350°F (177°C),
Zone 2: 300°F (149°C), Zone 3: 675°F (357°C)
2. Top-side preheaters: 220 – 235°F (104 – 113°C)
3. Wave temperature: 510°F (266°C)
4. Wave type: 4.25 in (107,95 mm) standard laminar wave
Preheating of the PCB is generally required for wave
soldering operations to ensure adequate wetting of the
solder to the PCB. The recommended temperature for PCB
topside is 203 – 248°F (95 – 120°C) prior to the molten
wave. Thick, multilayer PCBs should be heated toward the
upper limit of this range, while simple two-layer PCBs
should be heated to the lower limit. These parameters are
consistent with generally accepted requirements for
circuit-card assembly. The power module is often much
more massive than other components mounted to the
PCB. During wave solder preheating, the pins will
dissipate much of their absorbed heat within the module;
therefore, adjustments to preheaters alone will not
improve module soldering significantly. A more effective
way to improve the soldering of the module is to lower
the conveyor speed and increase the dwell time in the molten
wave. Approximately 5 seconds of exposure to the molten
wave is required to achieve an acceptable solder joint for
a Maxi / Mini / Micro power module. The VE-200 / VE-J00/
VE-HAM and VI BRICK
®
modules should solder in
approximately 4 seconds of molten wave exposure.
Post Solder Cleaning. Vicor modules are not hermetically
sealed and must not be exposed to liquid, including but
not limited to cleaning solvents, aqueous washing
solutions or pressurized sprays. Cleaning the backside of
the PCB is acceptable provided no solvent contacts the
body of the module.
When soldering, it is recommended that no-clean flux
solder be used, as this will ensure that potentially
corrosive mobile ions will not remain on, around, or
under the module following the soldering process.
If the application requires the PCB to be subject to an
aqueous wash after soldering, then it is recommended
that Vicor module accessories such as through-hole or
surface-mount sockets be used. These sockets should be
mounted to the PCB, and the modules subsequently
inserted following the aqueous washing sequence.
De-soldering Vicor Modules. Vicor modules should not
be re-used after desoldering for the following reasons:
1. Most de-soldering procedures introduce damaging
mechanical and thermal stresses to the module.
2. Devices or processes that may be capable of
desoldering a Vicor module from a printed-circuit
board without causing damage have not been
qualified for use with Vicor modules.
For applications that require removal of a module with the
intent of reuse, use Vicor socketing systems.
Table 22–1 — Recommended pin soldering times for RoHS
family modules
Converter Family
Pin Type
Soldering
Time (range)
VE-200 / VE-J00
Signal
3 – 5 seconds
VE-200
Power
5 – 8 seconds
VE-J00
Power
4 – 7 seconds
Maxi / Mini / Micro
Signal
3 – 5 seconds
Maxi
Power
5 – 8 seconds
Mini
Power
4 – 7 seconds
Micro
Power
3 – 5 seconds
VI BRICK
Input & Signal
3 – 5 seconds
VI BRICK
Power
4 – 7 seconds
Also relevant for similar packaged accessory modules