5 tuning the control loop, Section 6.5, tuning the, D value. see – INFICON IQM-233 Thin Film Deposition Controller PCI-Express Card Operating Manual User Manual
Page 91
6 - 5
PN
07
4-
58
4-
P1
A
IQM-233 Operating Manual
6.5 Tuning the Control Loop
The function of the control loop parameters is to match the instrument’s reaction to
an error (between the measured deposition rate and the desired rate) to the time
related characteristics of the deposition source and its power supply. There are
three adjustable parameters; P (proportional), I (integral) and D (derivative) used
to accomplish this. It is convenient to think of sources as falling into two categories:
"fast" or "slow." The tuning parameters are affected by source level, rate, sweep
range or beam density, Tooling and source condition.
The P parameter is the proportional term that sets the gain of the control loop. Enter
a higher value for a more responsive (but potentially unstable) control loop and a
lower value for the less responsive control loop.
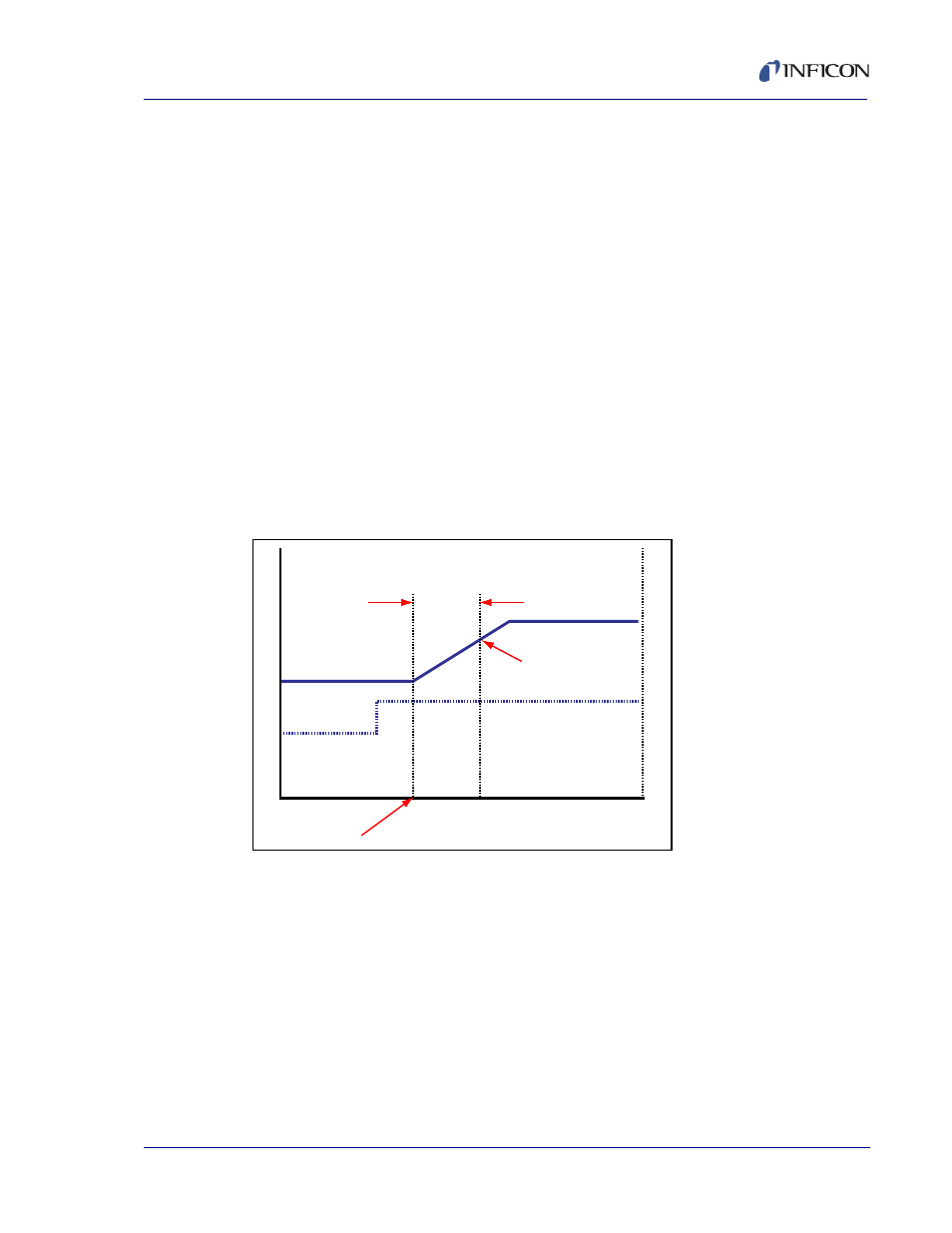
The I parameter is defined as the integral term that inversely sets the set point
correction gain (a small number causes more error correction). It can be estimated
as twice the time for the rate to go from 1/3 to 2/3 of the desired rate (see
). It instructs the controller on how much attention to pay to the schedule of the
rate profile.
Figure 6-1 Determining the I value
The D parameter is equivalent to the system Dead Time and is used to compensate
for slow responding sources such as boats and induction heated sources. This
value can be estimated from the time difference between a change in % power and
the start of an actual change in rate (see
.) The D parameter instructs the
controller on how much attention to pay to the Rate Deviation error. A value of zero
tells the controller to ignore the Rate Deviation error. A large value tells the
controller that the source is slow and it is going to be harder to get it going and
harder to stop it. Therefore, if the rate starts to fall off, power increases, or if the
target rate is quickly approaching, power decreases.
Measurement rate noise may
R
A
T
E
P
O
W
E
R
TIME CONSTANT
TIME
RATE INCREASE
Power
Rate
63% POINT
0
2/3 Rate Point
Rate Change
Desired Rate
Time from 1/3 to 2/3
1/3 Rate