Contour machining with sl cycles, 9 sl cy cles with complex cont our f o rm ula – HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 491
HEIDENHAIN iTNC 530
491
8.9 SL Cy
cles with Complex Cont
our F
o
rm
ula
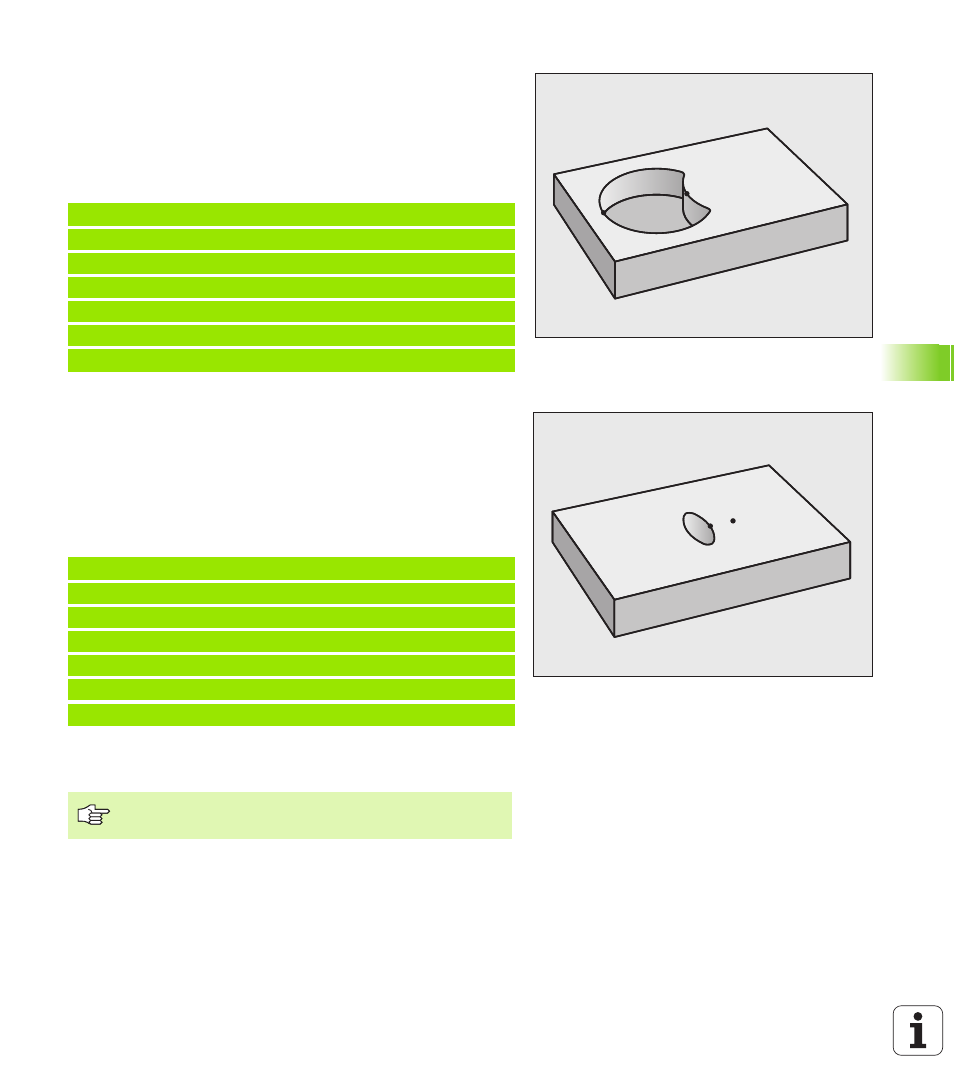
Area of exclusion
Surface A is to be machined without the portion overlapped by B:
The surfaces A and B must be entered in separate programs without
radius compensation.
In the contour formula, the surface B is subtracted from the surface
A with the “joined with complement of” function.
Contour definition program:
Area of intersection
Only the area where A and B overlap is to be machined. (The areas
covered by A or B alone are to be left unmachined.)
The surfaces A and B must be entered in separate programs without
radius compensation.
In the contour formula, the surfaces A and B are processed with the
“intersection with” function.
Contour definition program:
Contour machining with SL Cycles
A
B
50 ...
51 ...
52 DECLARE CONTOUR QC1 = “POCKET_A.H“
53 DECLARE CONTOUR QC2 = “POCKET_B.H“
54 QC10 = QC1 \ QC2
55 ...
56 ...
A
B
50 ...
51 ...
52 DECLARE CONTOUR QC1 = “POCKET_A.H“
53 DECLARE CONTOUR QC2 = “POCKET_B.H“
54 QC10 = QC1 & QC2
55 ...
56 ...
The complete contour is machined with the SL Cycles 20
to 24 (see “SL cycles” on page 447).