Circular path ct with tangential connection, 4 p a th cont ours—car te sian coor dinat e s – HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 256
256
6 Programming: Programming Contours
6.4 P
a
th Cont
ours—Car
te
sian Coor
dinat
e
s
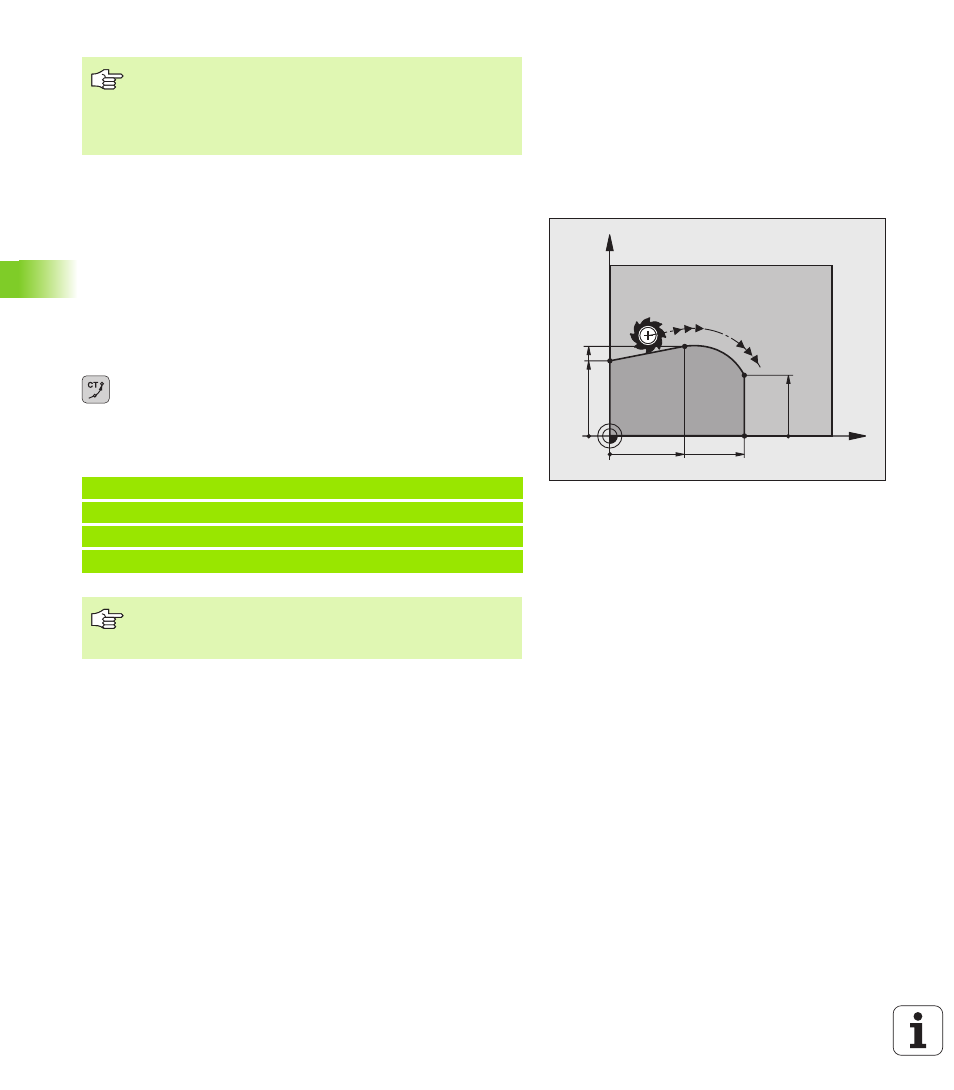
Circular path CT with tangential connection
The tool moves on an arc that starts tangentially to the previously
programmed contour element.
A transition between two contour elements is called tangential when
there is no kink or corner at the intersection between the two
contours—the transition is smooth.
The contour element to which the tangential arc connects must be
programmed immediately before the CT block. This requires at least
two positioning blocks.
Coordinates
of the arc end point, and if necessary:
Feed rate F
Miscellaneous function M
Example NC blocks
The distance from the starting and end points of the arc
diameter cannot be greater than the diameter of the arc.
The maximum radius is 99.9999 m.
You can also enter rotary axes A, B and C.
X
Y
25
45
25
30
20
7 L X+0 Y+25 RL F300 M3
8 L X+25 Y+30
9 CT X+45 Y+20
10 L Y+0
A tangential arc is a two-dimensional operation: the
coordinates in the CT block and in the contour element
preceding it must be in the same plane as the arc.