HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 435
HEIDENHAIN iTNC 530
435
8.6 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
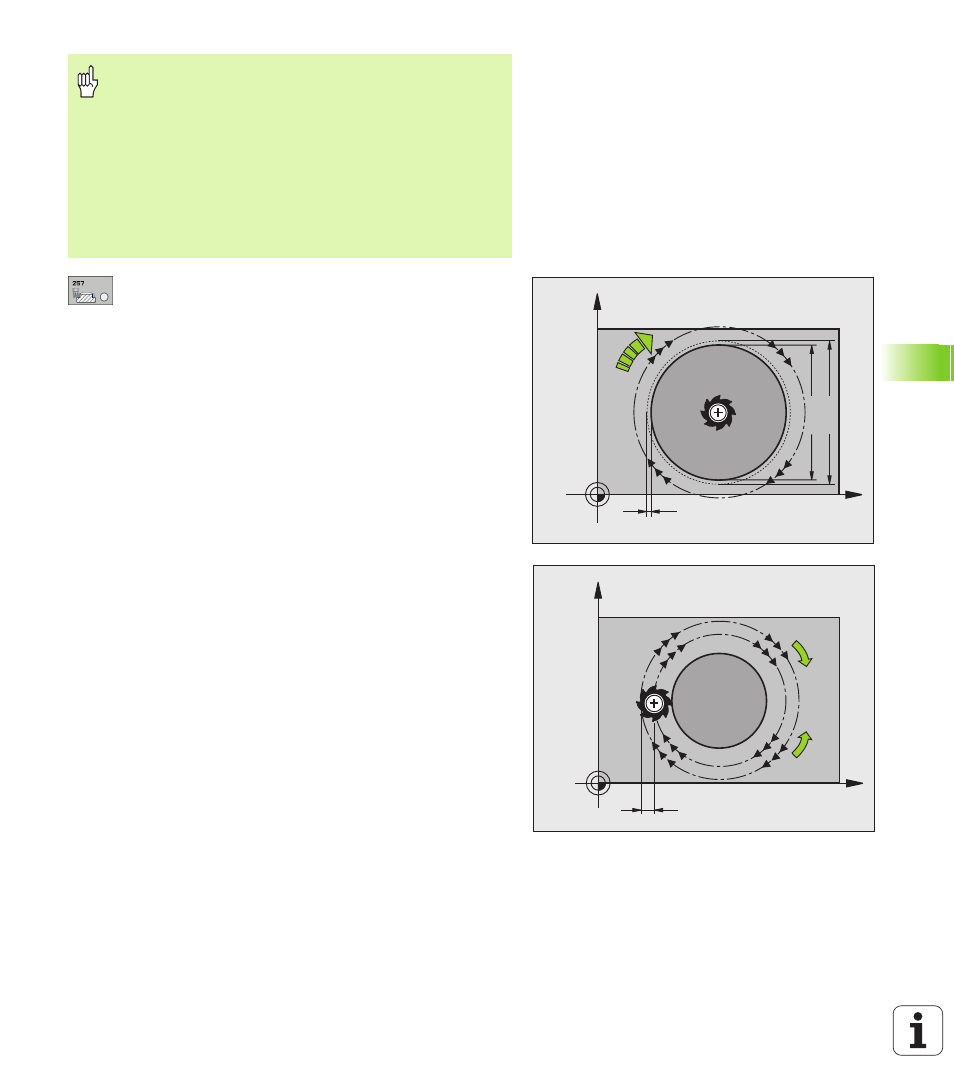
Finished part diameter
Q223: Diameter of the
completely machined stud.
Workpiece blank diameter
Q222: Diameter of the
workpiece blank. Enter the workpiece blank diameter
greater than the finished diameter. The TNC performs
multiple stepovers if the difference between the
workpiece blank diameter and finished diameter is
greater than the permitted stepover (tool radius
multiplied by path overlap Q370). The TNC always
calculates a constant stepover.
Finishing allowance for side
Q368 (incremental
value): Finishing allowance in the working plane.
Feed rate for milling
Q207: Traversing speed of the
tool in mm/min while milling.
Climb or up-cut
Q351: Type of milling operation with
M3:
+1 = climb milling
–1 = up-cut milling
Enter in MP7441 bit 2 whether the TNC should output an
error message (bit 2=1) or not (bit 2=0) if a positive depth
is entered.
Danger of collision!
Keep in mind that the TNC reverses the calculation for pre-
positioning when a positive depth is entered. This
means that the tool moves at rapid traverse in the tool axis
at safety clearance below the workpiece surface!
Leave enough room next to the stud for the approach
motion. Minimum: tool diameter + 2 mm
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1