HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 422
422
8 Programming: Cycles
8.6 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
Machining operation (0/1/2)
Q215: Define the
machining operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
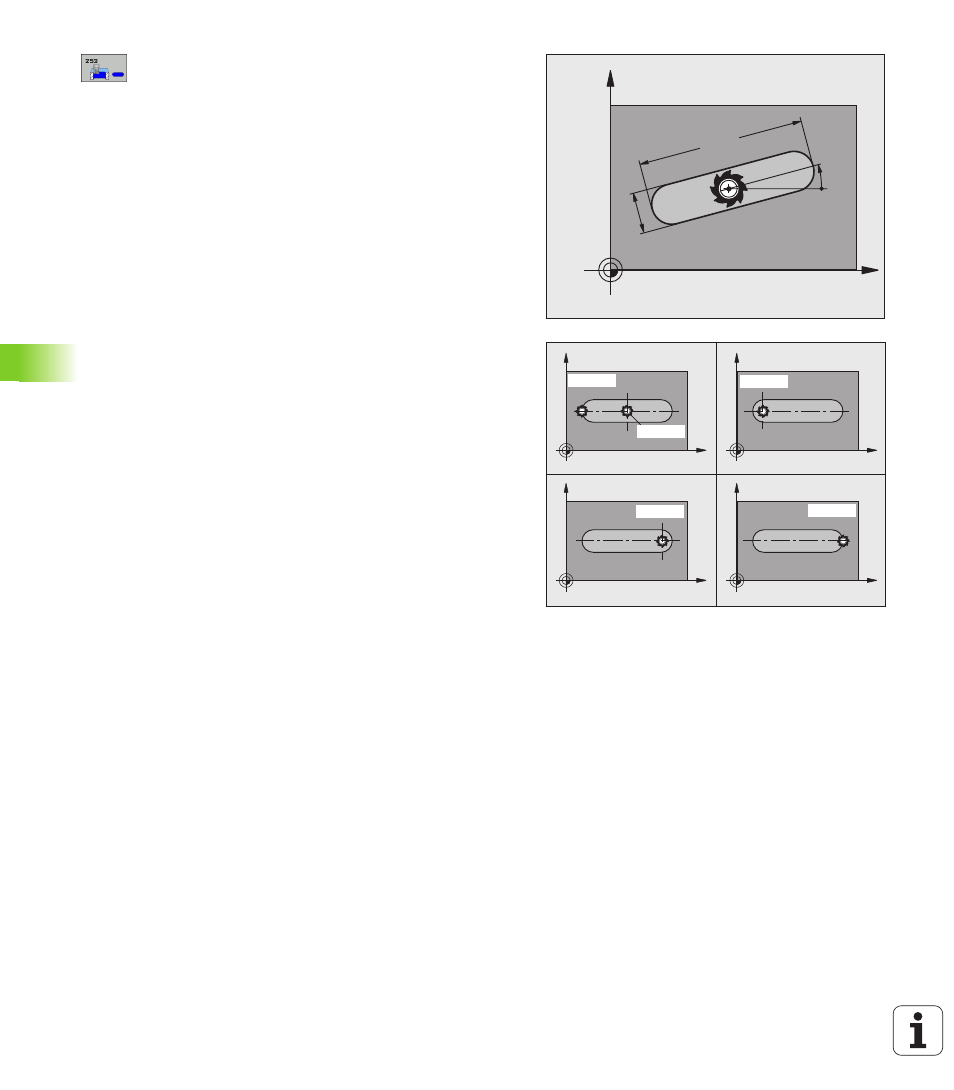
Slot length
Q218 (value parallel to the reference axis
of the working plane): Enter the length of the slot
Slot width
Q219 (value parallel to the secondary axis
of the working plane): Enter the slot width. If you
enter a slot width that equals the tool diameter, the
TNC will carry out the roughing process only (slot
milling). Maximum slot width for roughing: Twice the
tool diameter
Finishing allowance for side
Q368 (incremental
value): Finishing allowance in the working plane.
Angle of rotation
Q224 (absolute): Angle by which
the entire slot is rotated. The center of rotation is the
position at which the tool is located when the cycle is
called.
Slot position (0/1/2/3/4)
Q367: Position of the slot
in reference to the position of the tool when the cycle
is called:
0: Tool position = Center of slot
1: Tool position = Left end of slot
2: Tool position = Center of left slot circle
3: Tool position = Center of right slot circle
4: Tool position = Right end of slot
Feed rate for milling
Q207: Traversing speed of the
tool in mm/min while milling.
Climb or up-cut
Q351: Type of milling operation with
M3:
+1 = climb milling
–1 = up-cut milling
X
Y
Q21
9
Q218
Q374
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4