Using pattern def, Defining individual machining positions – HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 347
HEIDENHAIN iTNC 530
347
8.3 P
a
tt
er
n Definition P
A
T
TERN DEF
Using PATTERN DEF
As soon as you have entered a pattern definition, you can call it with
the CYCL CALL PAT function (see “Calling a cycle with CYCL CALL
PAT” on page 339). The TNC then performs the most recently defined
machining cycle on the machining pattern you defined.
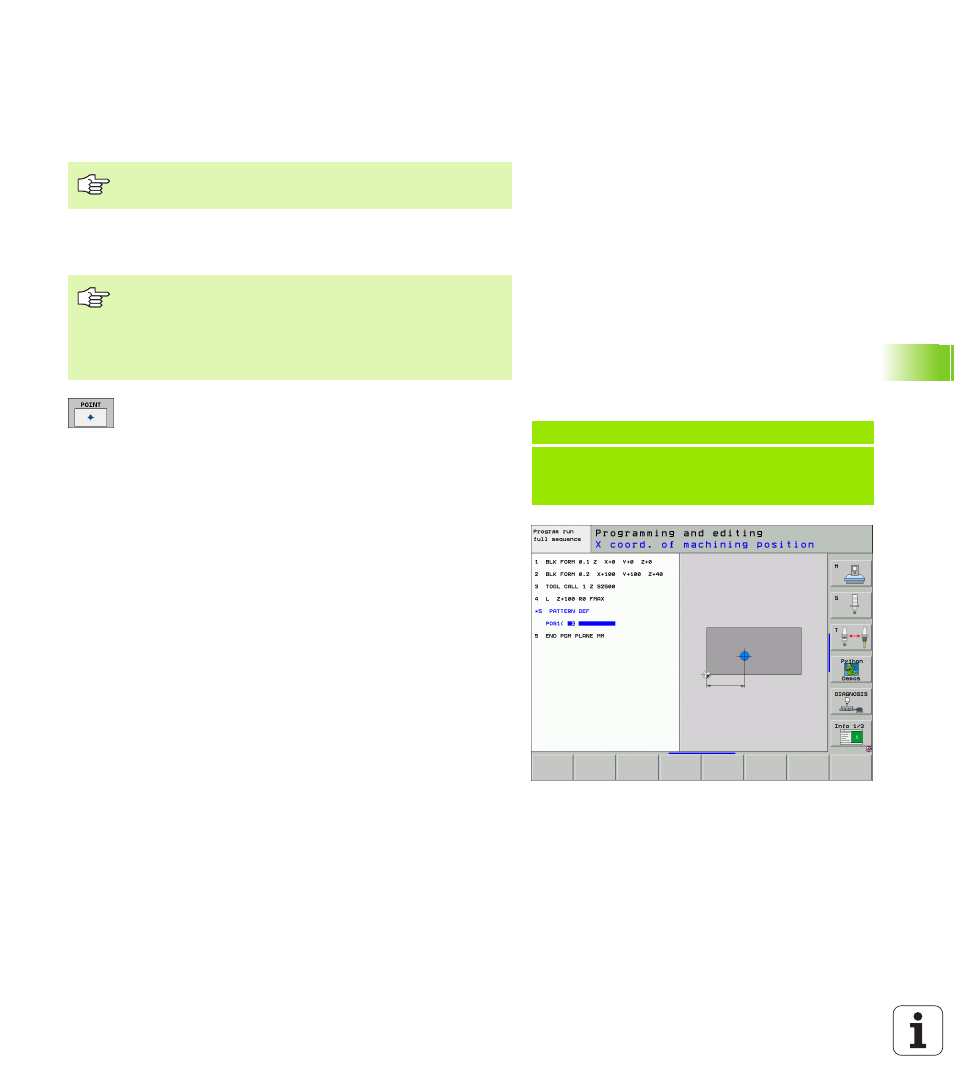
Defining individual machining positions
X coord. of machining position
(absolute): Enter
X coordinate
Y coord. of machining position
(absolute): Enter
Y coordinate
Workpiece surface coordinate
(absolute ): Enter
Z coordinate at which machining is to begin
A machining pattern remains active until you define a new
one, or select a point table with the SEL TABLE function.
You can enter up to 9 machining positions. Confirm each
entry with the ENT key.
If you have defined a workpiece surface in Z not equal to
0, then this value is effective in addition to the workpiece
surface Q203 that you defined in the machining cycle.
Example: NC blocks
10 L Z+100 R0 FMAX
11 PATTERN DEF
POS1 (X+25 Y+33.5 Z+0)
POS2 (X+50 Y+75 Z+0)