HEIDENHAIN iTNC 530 (340 49x-04) User Manual
Page 429
HEIDENHAIN iTNC 530
429
8.6 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
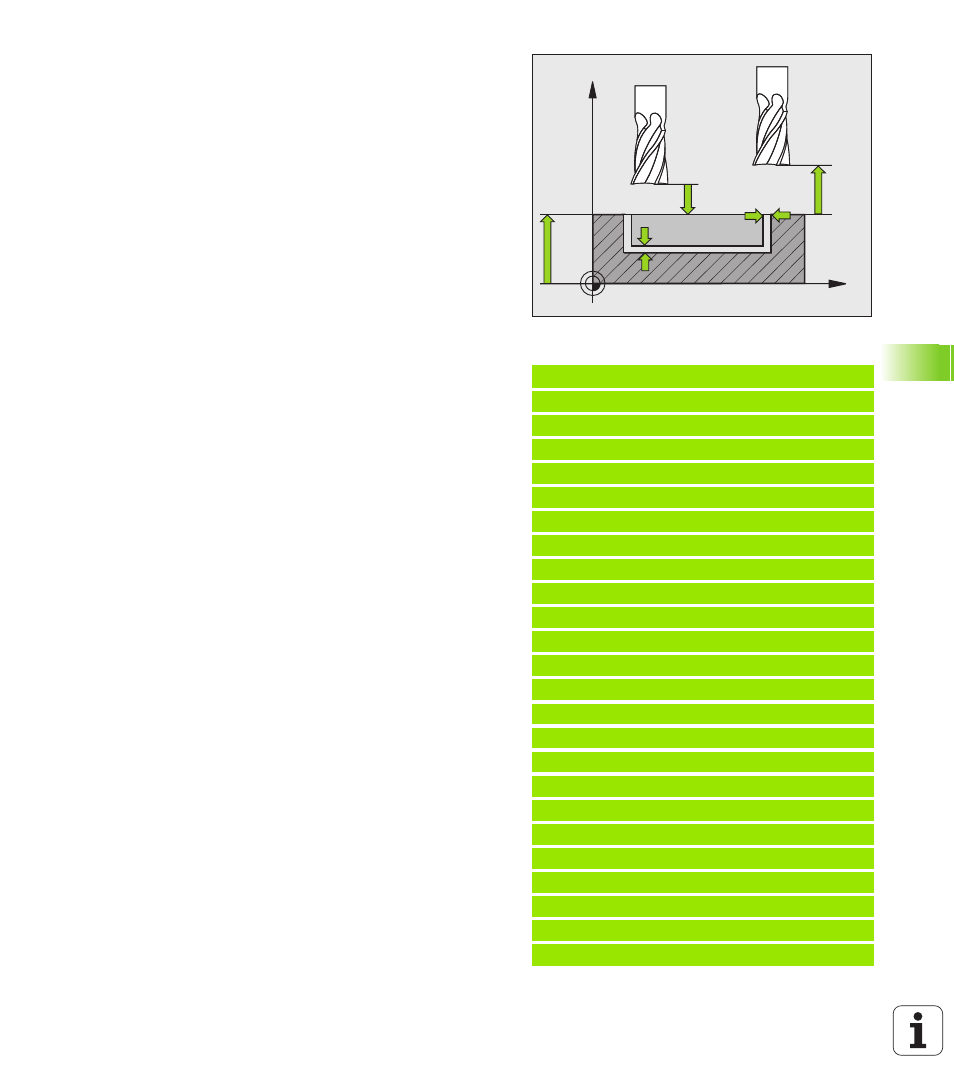
Set-up clearance
Q200 (incremental value): Distance
between tool tip and workpiece surface.
Workpiece surface coordinate
Q203 (absolute
value): Absolute coordinate of the workpiece surface
2nd set-up clearance
Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
Plunging strategy
Q366: Type of plunging strategy.
0 = vertical plunging. The TNC plunges
perpendicularly, regardless of the plunging angle
ANGLE
defined in the tool table.
1 = helical plunging. In the tool table, the plunging
angle ANGLE for the active tool must be defined as
not equal to 0. The TNC will otherwise display an
error message. Plunge on a helical path only if there
is enough space.
2 = reciprocating plunge. In the tool table, the
plunging angle ANGLE for the active tool must be
defined as not equal to 0. The TNC will otherwise
display an error message. The TNC can only plunge
reciprocally once the traversing length on the
circular arc is at least three times the tool diameter.
Feed rate for finishing
Q385: Traversing speed of
the tool during side and floor finishing in mm/min.
Example: NC blocks
8 CYCL DEF 254 CIRCULAR SLOT
Q215=0
;MACHINING OPERATION
Q219=12
;SLOT WIDTH
Q368=0.2
;ALLOWANCE FOR SIDE
Q375=80
;PITCH CIRCLE DIA.
Q367=0
;REF. SLOT POSITION
Q216=+50
;CENTER 1ST AXIS
Q217=+50
;CENTER 2ND AXIS
Q376=+45
;STARTING ANGLE
Q248=90
;ANGULAR LENGTH
Q378=0
;STEPPING ANGLE
Q377=1
;NUMBER OF OPERATIONS
Q207=500
;FEED RATE FOR MILLNG
Q351=+1
;CLIMB OR UP-CUT
Q201=-20
;DEPTH
Q202=5
;PLUNGING DEPTH
Q369=0.1
;ALLOWANCE FOR FLOOR
Q206=150
;FEED RATE FOR PLUNGING
Q338=5
;INFEED FOR FINISHING
Q200=2
;SET-UP CLEARANCE
Q203=+0
;SURFACE COORDINATE
Q204=50
;2ND SET-UP CLEARANCE
Q366=1
;PLUNGE
Q385=500
;FEED RATE FOR FINISHING
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36