SkyTrak 6036 Service Manual User Manual
Page 178
9-65
Model 6036 S/N 9B0499 and Before
Section 9.
Hydraulic System
12. Slide the driven gear and shaft through the
housing (15) and into the bushing in the shaft
end cover (16). Coat the steel sleeve tool
(Fig. 9.41) with hydraulic oil inside and out.
Place the lightly lubricated drive shaft inside
the sleeve and slide both through the shaft
end cover with a twisting motion until the
integral gear rests against the thrust plate.
Avoid damaging the double lip seal (17).
Squirt clean hydraulic oil over the gears.
13. Slip thrust plate (8) with seal (7) over gear
journals and into housing bore. The flat side
of the seal should face up with the relief
groove facing the outlet side.
14. Position the bearing carrier housing (13) over
the gear housing (15) so that the bushings
receive the journals of the drive and driven
gears. Be sure to line up dowel pins with the
dowel holes
15. Insert the connecting shaft (10) into the spline
of the drive gear shaft. Position the second
gear housing (12) on the bearing carrier
housing as described in step 8.
16. Place the thrust plate (8) with seal (7) in the
gear housing as described in step 11. Insert
the drive and driven gears of the second
section gear set (9) in their respective bear-
ings. Make certain the gears are in contact
with the face of the thrust plate.
17. Slip thrust plate (8) with seal (7) over gear
journals and into housing bore. The flat side
of the seal should face up with the relief
groove facing the outlet side.
18. Place port end cover (4) over the gear jour-
nals. Align the dowel pins (5) with the holes in
the mating casting. Being careful not to pinch
the gasket seal (11), tap the port end cover
lightly in the center between bearing bores to
engage the dowels and to move parts together
in a final seating.
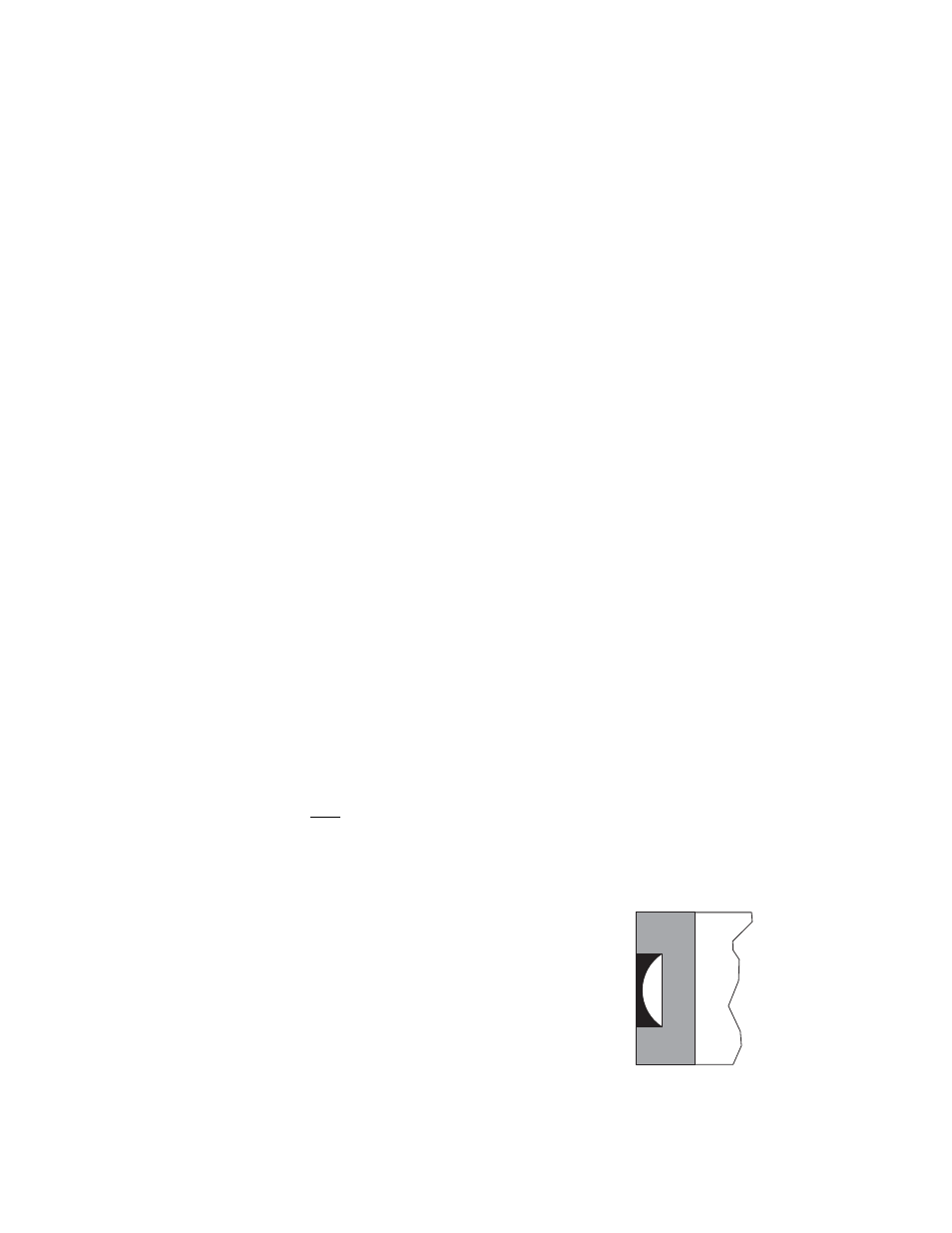
Fig. 9.43 Channel Seal Installation
NOTE: If new plugs are being installed, coat
threads with Loctite
®
Threadlocker 242.
5.
If removed, install new dowels (5) as needed.
Be sure dowel holes are clean and free of
burrs. Gently tap in new dowels with a soft
hammer.
6.
Assembly of bushings in shaft end cover (16),
bearing carrier housing (13) and port end
cover (4).
a.
Install any new bushings in drive bores
with groove to top of unit (12 o’clock).
Assemble bushings in driven bores with
the groove to bottom of unit (6 o’clock).
b.
Press bushings into the bores, one at a
time using the special installation tool (Fig.
9.40) and an arbor press. Be sure the
grooves are positioned as stated in step
6a. Bushings must be pressed into the
bores flush with the casting face. Be sure
to support the castings so they are square
and level.
c.
Repeat Steps 1 and 3 (stone and rinse
parts).
7.
Before inserting a new lip seal (17) in the shaft
end cover (16), coat the outer edge of the lip
seal and its recess with Permatex Aviation
Form-A-Gasket No. 3 non-hardening sealant
or equivalent. With the metal side of the lip
seal up, press it into the mounting flange side
of the shaft end cover with an arbor press and
special installation bar (paragraph 9.4.2b). Be
careful not to damage the lip of the seal.
Press in until flush with the recess. Wipe off
excess sealant.
8.
Lubricate new gasket seals (11) and insert
them into the grooves in both sides of all gear
housings.
9.
Position the first gear housing (15) over the
shaft end cover (16) and dowels. Tap it with a
soft hammer until it rests tightly against the
shaft end cover. Be careful not to pinch the
gasket seal (8). Also be sure the large
rounded core is on the inlet side
10. Assemble new channel seals (7) into the
grooves in all the thrust plates (8) with the flat
side of the seal facing away from the thrust
plate (Fig. 9.43).
11. Gently slip thrust plate (8) with seal (7) through
the gear housing and into place on the shaft
end cover (16). The channel seal should face
the shaft end cover. The relief groove in the
plate should face the outlet side of the pump.
THRUST PLATE
FLAT SIDE
OF SEAL
MA0831