3 a u to matic w o rk piece measur ement – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 92
80
3 Touch Probe Cycles for Automatic Workpiece Inspection
3.3 A
u
to
matic W
o
rk
piece Measur
ement
U
U
U
U
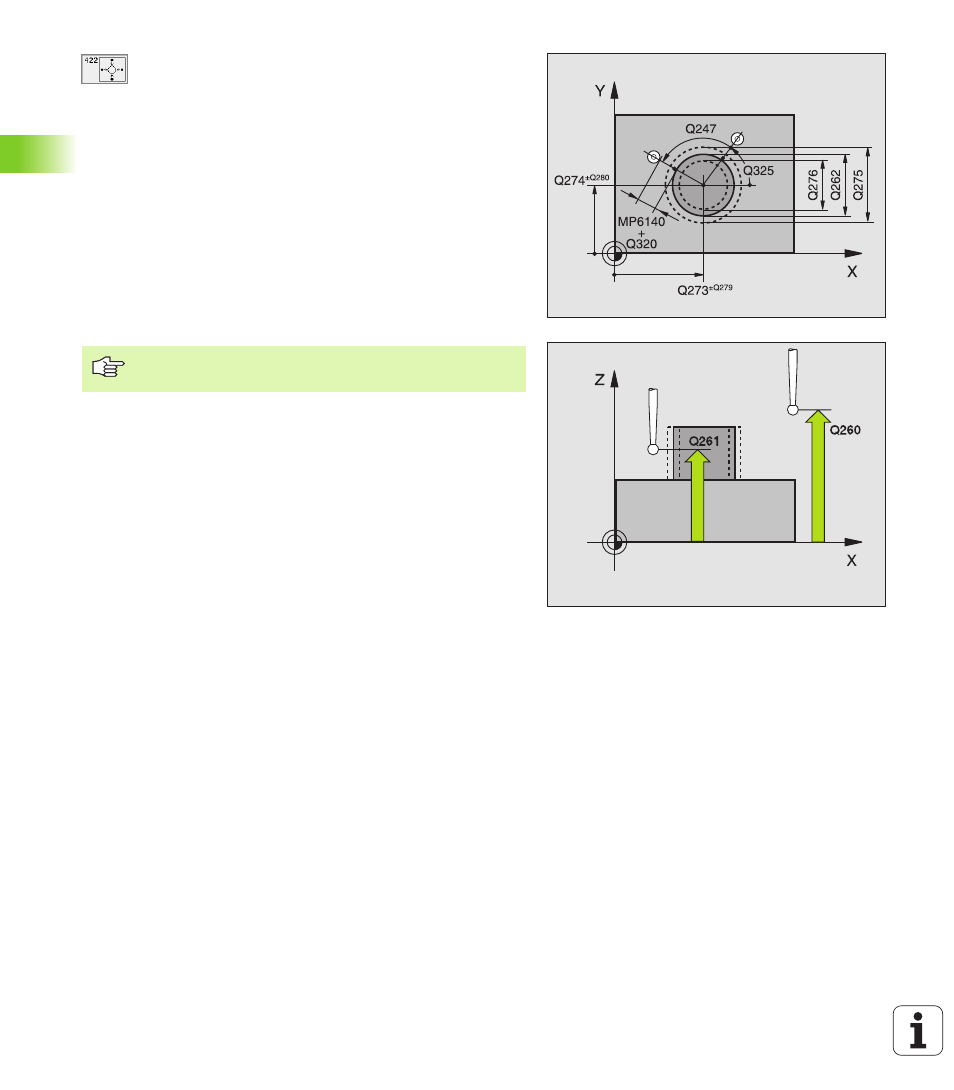
Center in 1st axis
Q273 (absolute value): Center of
the stud in the reference axis of the working plane.
U
U
U
U
Center in 2nd axis
Q274 (absolute value): Center of
the stud in the minor axis of the working plane.
U
U
U
U
Nominal diameter
Q262: enter the diameter of the
stud.
U
U
U
U
Starting angle
Q325 (absolute): angle between the
reference axis of the working plane and the first touch
point.
U
U
U
U
Stepping angle
Q247 (incremental): angle between
two measuring points. The algebraic sign of the
stepping angle determines the direction of rotation
(negative = clockwise). If you wish to probe a circular
arc instead of a complete circle, then program the
stepping angle to be less than 90°.
U
U
U
U
Measuring height in the touch probe axis
Q261
(absolute): coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
U
U
U
U
Setup clearance
Q320 (incremental): additional
distance between measuring point and ball tip. Q320
is added to MP6140.
U
U
U
U
Clearance height
Q260 (absolute): coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
U
U
U
U
Traversing to clearance height
Q301: definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
U
U
U
U
Maximum dimension of size for stud
Q275:
maximum permissible dimension for the stud.
U
U
U
U
Minimum dimension of size for the stud
Q276:
minimum permissible dimension for the stud.
U
U
U
U
Tolerance value for center 1st axis
Q279:
permissible position deviation in the reference axis of
the working plane.
U
U
U
U
Tolerance value for center 2nd axis
Q280:
permissible position deviation in the minor axis of the
working plane
The smaller the angle, the less accurately the TNC can
calculate the stud dimensions. Minimum input value: 5°